- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
基于旋转变压器移相编码的工程设计
录入:edatop.com 点击:
0 引言
轴角编码器多种多样,此文是一种基于旋转变压器粗、精双通道的移相器编码工程设计,并得到成功应用。
1 移相编码器原理概述
1.1 原理及说明
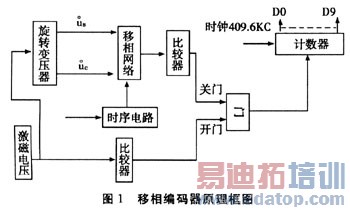
本方案采用以旋转变压器作为轴角传感器的机械转角转换其与之成正比的相位移。首先用激磁信号作为计数器计数的开门信号,通过移相网络与机械转角成正比关系的移相信号作为计数器的关门信号。开门信号使计数器开始计数,而关门信号使计数器停止计数。此时保存在计数器里的数码大小,便为机械转角成对应关系的数码。
1.2 框图
1.3 所能达到的技术指标
采用粗精双通道组合,粗:精=20:1。粗、精计数器均采用10位,粗满量程为6000密位,精满量程为300密位。210=1024故在360°里对应的数码为1024。显然计数器中相差一个数码对应的粗密位数密位![]() 。对应的精密位数
。对应的精密位数![]() 。
。
各个角度里的转换结果误差为1~2个脉冲,即相差0.3~0.6密位。
1.4 移相网络原理
旋转变压器输出的互成90°的二相电压:us=Asinωtsinθ,uc=Asinωtcosθ加到阻容网络上,在满足一定的条件下,就可得到与转角θ成线性关系的输出相位。这可以从下面的公式推导中得到证明。如图2所示。
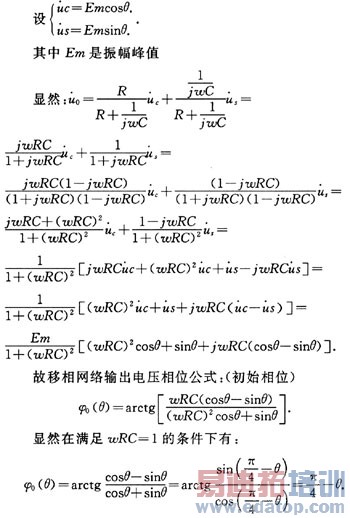
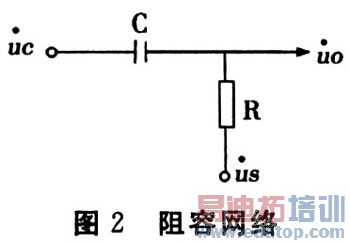
可见,在ωRC=1的条件下,移相网络输出电压的幅值是一个常数,与转角θ无关,而输出电压的相位与转角θ成线性关系。但是输出电压相位相对于激磁电压相位的相位差为 ,也就是说要使移相网络输出电压相位相对于激磁电压相位的相位差为零,就须使加到阻容网络上旋转变压器输出电压的相位为
,也就是说要使移相网络输出电压相位相对于激磁电压相位的相位差为零,就须使加到阻容网络上旋转变压器输出电压的相位为![]() 。对此在调整移相编码器系统零位时,就必须将旋转变压器定子绕组旋转
。对此在调整移相编码器系统零位时,就必须将旋转变压器定子绕组旋转![]() 实现其移相网络输出电压相位与激磁电压相位的一致,即使二者的相位差为零。
实现其移相网络输出电压相位与激磁电压相位的一致,即使二者的相位差为零。
2 移相编码器的误差分析
除原理误差外,移相编码器的误差由好多因素构成,其中主要由受信仪跟踪误差,400周传信仪的误差,移相网络的误差及比较电路的误差等因素构成。下面就分别加以研究:
2.1 移相网络本身参数的影响
移相网络参数是指电阻R、电容C、输入信号的频率ω。虽然在设计中电阻R、电容C均采用了精密元件,但其移相网络输出电压初始相位公式有:

可见,移相网络输出电压的相位误差,不但与本身参数的变化有关,还与转角的大小有关。在同样参数的影响下:
显然:当 有最小的误差。
有最小的误差。
即:移相网络中电阻R、电容C上无电流,所以此时R、C的变化不会影响移相网络输出电压的相位。
当![]() 有最大误差。
有最大误差。
即:移相网络中电阻R、电容C上有最大电流,所以此时R、C的变化就会对移相网络输出电压的相位有最大影响。
n=0、1、2……
2.2 比较器的影响
任何型号的比较器均存在一定的失调电压,从其理论而言,这种失调电压会造成微小的相位变动。但在本设计中开门比较器和关门比较器均采用同一型号的比较器。这样可以通过转动旋转变压器的定子绕组消除这种微小的相位变动。因此这种因素造成的影响就忽略不计了。
2.3 激磁电压的影响
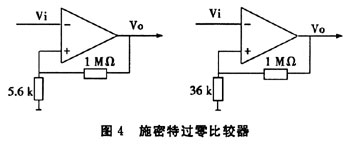
激磁电压的各种性能指标的好坏会直接影响移相编码器的精度。尤其是激磁电压零点处若有毛刺尖峰(如图3所示),会出现3000密位冒点现象。
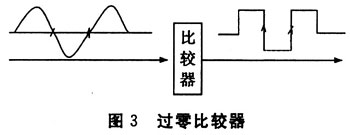
移相编码器的开门计数,关门停止计数信号均为上升沿触发。显然在激磁电压零点处若有毛刺(如图3所示),就会导致在400周内二次开门或者二次关门,造成3000密位冒点现象。就此问题,在设计中将比较器的门坎电平由原来的56 mV提高到360 mV(如图4所示),抑制了±360 mV以下的零点毛刺干扰。从而基本上解决了3000密位冒点现象。
3 移相编码器调试方法
粗精分划盘零位对齐。首先调整旋转变压器本身电气零位,即sin绕组输出为零,cos绕组输出最大。然后将旋转变压器定子绕组转动 。使移相编码器计数器中的数码为0密位,这样移相编码器的系统零位就调整好了。根据:当
。使移相编码器计数器中的数码为0密位,这样移相编码器的系统零位就调整好了。根据:当![]() 有最大误差,即此处R,C的变化对移相网络输出电压的相位有最大影响。显然调整移相网络参数,使ωRC=1就须在处调整
有最大误差,即此处R,C的变化对移相网络输出电压的相位有最大影响。显然调整移相网络参数,使ωRC=1就须在处调整 ,只有在此处调整才能保证360°内的精度,而且不会影响调整好的系统零位。
,只有在此处调整才能保证360°内的精度,而且不会影响调整好的系统零位。![]() 故对移相编码器调整时须在移相编码器的系统零位调整好后,再将旋转变压器转子绕组转动
故对移相编码器调整时须在移相编码器的系统零位调整好后,再将旋转变压器转子绕组转动![]() ,这时再对移相网络中的电位器进行调整,使移相编码器计数器中的数码为1500密位。这样整个移相编码器就调整好了。
,这时再对移相网络中的电位器进行调整,使移相编码器计数器中的数码为1500密位。这样整个移相编码器就调整好了。
4 移相编码器可靠性分析
所用的器件
集成片:37片10-8;二极管:15个10-7;电位器:18个10-6;电阻:105个10-8;电容;107个10-7;接插件:2个10-5;焊点:500个10-7
![]()
其中:λb基本失效率;ηE环境因素;ηA应用因素;ηQ质量因素。
选用的为军用器件,故选取:ηε为2,ηA为1,ηQ为1.5
将上述参数代入①得:

其中:ηi某元器件数;λi某元器件的失效率。
将所有元器件的数量级及失效率代入②得:

平均无故障间隔时间
保证可靠性的要求:
![]()
(1)选用军用元器件,并对个别质量较低的元器件要严格筛选老化处理。
(2)接插件要按军用要求加固。
(3)制作印制板,印制板加工,焊接装配整个工艺过程都要按军用要求处理。
(4)严格做五项试验。
5 结论
本文为一篇纯工程原理设计的参考文章,理论推导正确,误差分析到位,可提供工程技术人员和学校教学使用,具有较强的实际应用价值。
作者:王林生 张爱萍 崔军平 国营第七八五厂第一研究所 来源:山西电子技术
