- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
润滑剂特性的激光干涉法测量
录入:edatop.com 点击:
摩擦与润滑在工业金属薄板形成工艺中起着重要的作用。摩擦决定着金属薄板的变形类型和无撕裂情况下的变形程度。
适当地润滑可以避免金属间的直接接触,减少了模具和工件不必要的磨损,降低了成本。同时,润滑减少了由于粘附作用引起的工件表面的损伤,提高了产品质量,延长了模具寿命。金属薄板成型的精确塑性分析,常依据一种含糊而使人误解的摩擦条件假设。其分析结果几乎无任何实用意义,尤其对那些工艺结构性能较差的工件,更是如此。
在简单的拉伸成型工艺中,广泛采用的流体润滑理论是由Wilson和Waog提出的。该理论认为,润滑膜是由在冲头和薄板结合处的边缘所形成的楔形入口带产生的。在冲头接触中心薄膜最厚,在连接边缘附近,则逐渐变薄。正是在这个区域,以后会出现破裂。这里冲头与薄板的接触,与齿轮和滚珠轴承中的情况类似,为了测量这种接触中的润滑薄膜的厚度,已开发了几项实验技术。其中,分割入射光振幅的光干涉测量法最为成功。在类似钢球和光学平面形成的弹性流体接触中,用光干涉测量技术能稳定精确地测量出油膜厚度。
为了研究金属薄板成型的润滑过程,我们将讨论光干涉的应用。特别要阐述用球形冲模在有润滑的条件下,轴对称拉伸工艺的油膜厚度的局部、瞬时测量。我们研究的主要目的是验证Wilson一Wang理论的正确性,从而加深我们对该理论的理解。
光干涉法测量
于涉曾经广泛地用于固态薄膜处理技术的研究和抛光效率、抛光平面度的测量中。在润滑特性研究中,把入射光波长作为润滑薄膜厚度的测量标准,通过光干涉进行精密测量。干涉是由于视频波的波动性而形成的。当两列或两列以上的光波相遇时,会产生与这些光波的叠加结果不同的合波。这种差异是由一个光源发出的两种或两种以上光波间的相位差引起的。由于润滑薄膜的存在,诸光波间产生了误差。当两种光波再次相遇时,它们便形成了明暗交替的波带,统称为干涉条纹。
这里所用的主光源是功率为5毫瓦、辐射波长为0.6微米鲜红色光的He一N。激光。此束光直射到空间频率滤光片上,产生一种呈高斯幅射分布的发散激光束,此时,光强几乎降低了一半。
用激光产生的干涉条纹比普通白色或单色光形成的条纹清晰和高级得多。氦氖激光能分辨小到0.10微米厚的薄膜。为观察干涉条纹,我们设计、制造并专门镀制了两个作为透明光学冲头的平凸透镜。透镜材料是非常耐用且精细退火的Schott玻璃(BK7一A)。在每个透镜的平l可侧镀四分之一波长厚的氟化镁以降低反射。
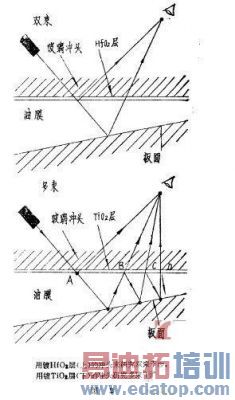
在透镜凸面,镀四分之一波长厚的Hfo2介质层研究双束干涉。HfO:在较大的负荷下相当耐用。此膜的物理厚度为0.07微米,折射率为2.10。用这些参数调谐到玉le一Ne激光波长,而四分之一波长厚度则确保来自该层的反射光在相位上变化180度。射到HfO:层上的这些光,14多被反射,5形被吸收,81拓透射到油膜。当透射光射到抛光片表面时,其中60厂被反射。反射部分从油膜方射到HfO:镀层上,其大部分透过HfO2层返回冲头,只有很少部分被返回油膜中。后一种光线由于强度大减,不会再引起任何附加的干涉,仅在两束光线间生产干涉。位于窄环中所有干涉点的总和形成一种干涉带。当光正常地入射到冲头一薄板结合面时,在Hf02层附近形成干涉带。
第二块冲头镀厚度为四分之一波长的介质二氧化钦(TIO2),以利于多束干涉条纹的形成。TIO2层的物理厚度为0.06微米,折射率为2.67。这两个量也都能调谐到He一Ne激光的波长。
在射到TIO2层的光中,30%被反射,70%被透射到油膜中,吸收部分可忽略不计。由于TIO2层的反射率高,加之薄板表面的反射,透射光在油膜内经过一系列的反射。经薄板表面最初反射的光线,部分透射返回冲头,部分反射到油膜中,振幅进一步发生了变化。这样,多束光线在上述薄板与冲头结合面上某一点的叠加便产生了干涉。
该点的光强约为双光束在同点强度的二倍。光强的增加使多束干涉条纹中的明带变宽,暗带变窄。双束条纹中的明带比多束条纹中的略暗略窄一些。
样品制备
试验样品是由直径为3英寸的3003一H14熟铝合金毛坏制成的。每个样品的厚度是0.02英寸。屈服应力为21千磅/英寸“。为了控制来自薄板表面的反射光量,必须调整工件的表面反射率,使其大体上等于冲头凹面的反射率。为此,研究了一种金相加工法,经七次抛光,达到镜面光洁度。然后,把抛光样品在48多氟化氢溶液中腐蚀2~4分钟,便可得到所需的反射率。在靠近正常入射的地方,用激光功率表测量样品表面对He一Ne激光的反射率。看来30%~48%的反射率已够用了。
薄膜厚度计算
根据冲头和薄板表面的反射率,便能导出确定润滑膜厚度的简单公式。这个公式可用于双束和多束干涉。

这样,干涉条纹便成为润滑膜厚度的等值线图。用这些条纹就能指示入/Zn间隔处的薄膜厚度变化。相邻亮条纹之间的间隔约为13.72微米。
最初使用压缩空气驱动干涉仪,但我们发现这样只能用来记录静态干涉条纹。结果有关薄膜最初形成的大部分信息都未能得到。压缩空气驱动干涉仪的主要缺点是不能充分控制全过程。特别是不容易调整薄板对冲头加载的速率。另外,使用中设备的装卸是不可避免的,装一次就要将分光棱镜和干涉仪中的光学元件再对准一次。
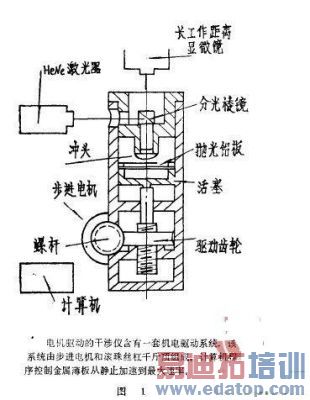
为精确地测量活塞速度并严格地控制整个成型过程,设计了一种电机驱动的干涉仪。它的机电驱动系统由步进电机和滚珠丝杠千斤顶组成。在最大速率达5000步/秒时,转子每步旋转1.8度。计算机程序控制从静止到达到预定最大速率所需的加速度。现已研制成两种电机驱动干涉仪,它们能记录薄膜厚度的动态变化。
第一种方法采用闭路电视和录相带记录系统与显微镜配合,记录要辨认的零级条纹处的图形变化。然后将录相带倒回去,便可仔细观察图形的变化。此时,干涉条纹,特别在靠近图形中心的那些条纹,便忽隐忽现地漂移,这意味着此处的油膜厚度最易变化。
在第二种结构中,用16毫米反射式摄像机记录条纹图。在实际记录前,要先试拍一下,调好摄像机的焦距,在摄像机的观察尾镜中找到最终的干涉条纹图形。同时,试拍中要进行计时,以确定正确的开拍时刻。一卷500英尺的胶片可以使用5次。
为了产生对比度很高的干涉条纹图,需采用镀TIO2的冲头,这样,就能产生多束干涉条纹、工件润滑剂是TeXaC。石油公司提炼的“Thuban250”,该润滑剂在25℃的环境中,约有7436厘泊的粘度,在He一Ne激光下的折射率为1.5。在各种距离下,薄板相对于冲头的平均加载速度为0.012英寸/秒。
视频技术揭示了润滑延伸成型过程的一些有趣的现象。如润滑剂朝接合中心区的抽吸使边缘区的油膜变薄,结果,板表面粗糙度便明显可见。这充分说明,较厚的润滑膜是最初形成的。油膜厚度和条纹图的一致性有很大的依赖关系。当活塞对冲头逐渐地加压时,干涉条纹很不规则,干涉条纹的同心度出现明显变化,在接合面的中心附近出现了几个局部的最大和最小值。这样一来,要用干涉条纹进行精确测量就不可能了。
当加载速度增加时,在接合处形成了较厚、较均匀的油膜。这时形成的干涉条纹便可用来进行膜厚测量。
为了分析条纹图,根据薄膜结构,我们拍了15张照片,用以表示图形的显著变化。在照片15中(略)我们将第一条宽带定为0级,将内区和外区周围的暗带定为1/2级,把每个区域中与1/2级暗带相邻的亮带定为1级,以此类推。
将照片15中的所有干涉条纹都定以等级号码后,再来看照片14(略)。该照片显示宽带从亮到暗的变化。把暗宽带定为1/2级,并以这个参考带为根据,定出周围条纹的级别。用这种办法对15张照片中的图形都标定级别。照片1、6的图形(略)显示了加载过程的初期的阶段,油膜厚度使整个波长发生变化,很难获得测量信息。另外,这些初期的油膜厚度变化不均匀。正因为如此,初期获得的油膜厚度数据,可能有几个波长的误差。
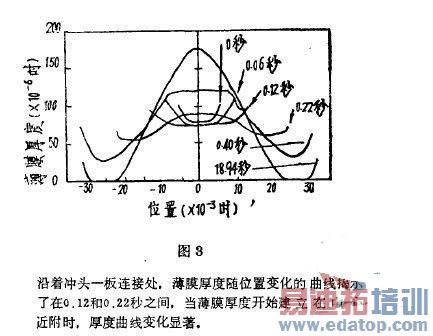
油膜厚度变化与沿冲头一薄板接口面的位置之间的关系曲线表明,在0.06秒和0.12秒之间,薄膜厚度是抛物面,中心附近出现最小值。在0.12秒和0.22秒之间,在中心附近薄膜厚度停止减少,并沿接合面暂时保持不变。在0.22秒时,中心附近的薄膜厚度发生明显的增大,中心附近薄膜继续增厚,而在接合面边缘附近逐渐减薄,直到断裂出现为止。
初期干涉图所指示的很可能是润滑膜的弹性效应。而铝材料各向异性的变形,则可能造成初期条纹图的非均匀。从定性研究来看,0.22秒以后的结果与Wilson一Wang的理论非常一致。
上一篇:宽带多媒体网关测试方法研究
下一篇:基于802.11的高速蓝牙技术测试

