- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
位置度综合检测设计方案
录入:edatop.com 点击:
本方案为国内某机械部件制造单位,机械零部件及配件位置度检测,采用量块检测方式。
一. 设计方案
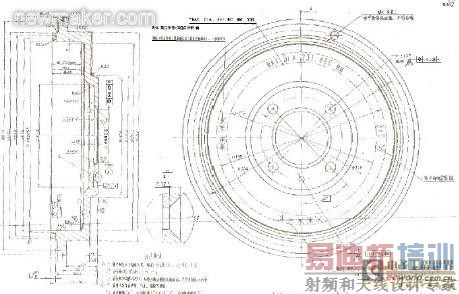
零部件1方案:
以中间A基准孔为主定位基准孔,主定位销采用固定式圆锥销,其上部按最大实体设计圆柱销,下部为圆锥形式。圆形工件,对周向自由度不需控制,所以不设置辅助定位销。其它五个孔分别采用固定测量销进行检测。
工件能插入检具为合格,否则为不合格。
材料:主体采用45钢,调质。测量元件采用工具钢淬火。表面发黑处理。
加工周期:一个月
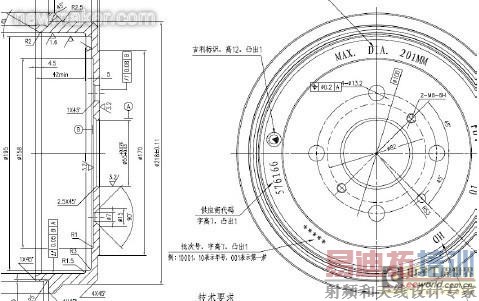
零部件2方案:
以中间A基准孔为主定位基准孔,主定位销采用固定式圆锥销,其上部按最大实体设计圆柱销,下部为圆锥形式。圆形工件,对周向自由度不需控制,所以不设置辅助定位销。其它七个孔分别采用固定测量销进行检测。
工件能插入检具为合格,否则为不合格。
材料:主体采用45钢,调质。测量元件采用工具钢淬火。表面发黑处理。
加工周期:一个月
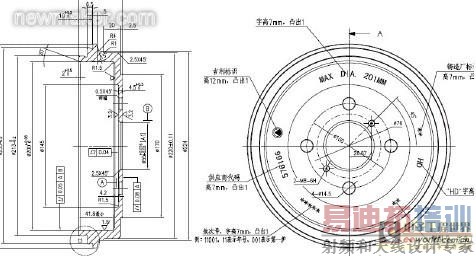
零部件3方案:
以中间B基准孔为主定位基准孔,主定位销采用固定式圆锥销,其上部按最大实体设计圆柱销,下部为圆锥形式。圆形工件,对周向自由度不需控制,所以不设置辅助定位销。其它六个孔分别采用固定测量销进行检测。
工件能插入检具为合格,否则为不合格。
材料:主体采用45钢,调质。测量元件采用工具钢淬火。表面发黑处理。
加工周期:一个月
二 应用领域
轨道交通、军工、航空航天、重工船舶、汽车制造、机床模具、加工设备制造等装备制造业。(end)
一. 设计方案
零部件1方案:
以中间A基准孔为主定位基准孔,主定位销采用固定式圆锥销,其上部按最大实体设计圆柱销,下部为圆锥形式。圆形工件,对周向自由度不需控制,所以不设置辅助定位销。其它五个孔分别采用固定测量销进行检测。
工件能插入检具为合格,否则为不合格。
材料:主体采用45钢,调质。测量元件采用工具钢淬火。表面发黑处理。
加工周期:一个月
零部件2方案:
以中间A基准孔为主定位基准孔,主定位销采用固定式圆锥销,其上部按最大实体设计圆柱销,下部为圆锥形式。圆形工件,对周向自由度不需控制,所以不设置辅助定位销。其它七个孔分别采用固定测量销进行检测。
工件能插入检具为合格,否则为不合格。
材料:主体采用45钢,调质。测量元件采用工具钢淬火。表面发黑处理。
加工周期:一个月
零部件3方案:
以中间B基准孔为主定位基准孔,主定位销采用固定式圆锥销,其上部按最大实体设计圆柱销,下部为圆锥形式。圆形工件,对周向自由度不需控制,所以不设置辅助定位销。其它六个孔分别采用固定测量销进行检测。
工件能插入检具为合格,否则为不合格。
材料:主体采用45钢,调质。测量元件采用工具钢淬火。表面发黑处理。
加工周期:一个月
二 应用领域
轨道交通、军工、航空航天、重工船舶、汽车制造、机床模具、加工设备制造等装备制造业。(end)
上一篇:形位精度的测量
下一篇:测量外圆直径的尺寸精度

