- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
通过转动试验测定麻花钻的过程力
录入:edatop.com 点击:
钻孔是最重要的切削加工工艺之一。在典型的转动部件上,钻孔加工的时间约占30%。无论是在钻孔时还是车削时,钻刃或刀刃在一般情况下总是处在连续的切割中,而且使用的也是同样的刃具材料,因而就这一点而言,钻与车的过程是相似的。
车与钻之间的主要区别
车与钻之间的主要区别包括,钻孔时有一个以上的刃在切割;钻头刃上的切削速度在0与实际切削速度之间变化,这就是说,切削速度越低切削条件就越恶劣,尽管如此麻花钻头中心的进给仍然很大。钻头沿钻刃边上的几何形状变化很大(切削角、后角、楔形角、倾斜角)。钻头横刃根据尖锐程度的不同对钻头的轴向力有着重大的影响;由于钻孔里的空间被封闭,钻屑从钻孔中排出受到很大的阻碍,周期性地排屑或控制之下的冷却润滑剂循环可以对这种情况有所改善。
切削力是钻孔试验的基础
为了能够在分析当中顾及到沿钻头刃边的钻刃的几何形状变化,钻孔可以划分为同心扇区(见图3)。若简单地假设为在一个扇区内的切割性能是恒定的,那么来自一系列采用相应刀刃几何形状和切削数据的试验中的数据,必须也能换算到钻孔上。其切削力是全钻孔在所有扇区上的总和。 [p]
车与钻之间的主要区别
车与钻之间的主要区别包括,钻孔时有一个以上的刃在切割;钻头刃上的切削速度在0与实际切削速度之间变化,这就是说,切削速度越低切削条件就越恶劣,尽管如此麻花钻头中心的进给仍然很大。钻头沿钻刃边上的几何形状变化很大(切削角、后角、楔形角、倾斜角)。钻头横刃根据尖锐程度的不同对钻头的轴向力有着重大的影响;由于钻孔里的空间被封闭,钻屑从钻孔中排出受到很大的阻碍,周期性地排屑或控制之下的冷却润滑剂循环可以对这种情况有所改善。

如果成功地利用车削时测到的现有数据对钻孔过程进行模拟,
那么钻孔过程可以得到更好的理解和检查
切削力是钻孔试验的基础
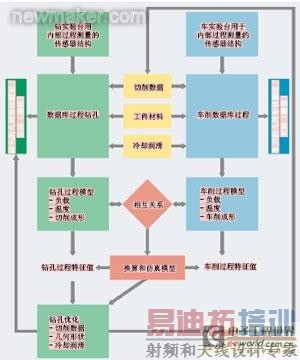
图1 钻孔和转动过程的相互关系
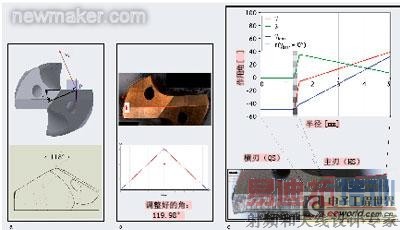
图2 表明钻刃几何形状特征a) CAD模型创建者和b) 光学测量的方法,
以及在半径c)函数中钻头的有效切削角
为了能够在分析当中顾及到沿钻头刃边的钻刃的几何形状变化,钻孔可以划分为同心扇区(见图3)。若简单地假设为在一个扇区内的切割性能是恒定的,那么来自一系列采用相应刀刃几何形状和切削数据的试验中的数据,必须也能换算到钻孔上。其切削力是全钻孔在所有扇区上的总和。 [p]
上一篇:探测计量的极限
下一篇:实时测量和控制磨削过程

