- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
曲轴连杆120°相位角测量检具
录入:edatop.com 点击:
发动机的六拐曲轴连杆呈120°空间相位角均匀分布,且相位角偏差要求严格,因此其加工和测量较为复杂。目前常用的曲轴连杆120°相位角偏差的测量方法大多存在测量精度不高、操作不便等缺点。为此,我们研制了一种可准确、方便地测量曲轴连杆120°相位角偏差的测量检具。
现以玉柴发动机用YC6105QC曲轴为例,介绍该检具的结构及测量方法。YC6105QC曲轴的主轴及连杆1、2、3的平面投影如图1所示。该曲轴连杆的技术要求为:连杆直径d=70-0.030mm,主轴直径D=850- 0.035mm,中心距R=62.5+0.05mm;连杆1-6、2-5、3-4的平行度要求为100:0.02,空间相位角为120°30'。
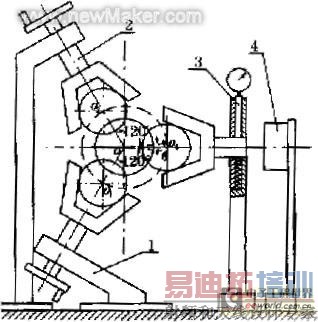
1.一 连杆整位组件 2.二连杆整位组件
3.测量连杆正位组件 4.标准连杆组件
图1 检具结构及测量示意图
如图1所示,O为主轴颈截面投影中心,O1、O2、O3分别为1、2、3连杆颈截面的投影中心。测量检具的一连杆整位组件1和二连杆整位组件2均紧固在测量平台上,通过各自螺杆和手轮的作用,组件1和组件2上的V型铁只能沿各自的中心连线(O-O1、O-O2)双向移动。测量连杆正位组件3上的V型铁只能作上下微量移动,其移动量可由位于组件上端的百分表读数显示。标准连杆组件4为校准件。测量开始前,将测量连杆正位组件3上的V型铁放到标准连杆组件4上进行校准,此时百分表读数为压2圈对零(设为标准读数)。测量曲轴连杆时,用顶尖将六拐曲轴的两端顶起;移动一连杆整位组件1上的V型铁,使其压紧连杆1;再移动测量连杆正位组件3上的V型铁,使其压紧连杆3,此时百分表的读数变化量即为连杆1-3的120°相位角偏差所对应的弦长。然后松开一连杆整位组件1上的V型铁,使二连杆整位组件2上的V型铁压紧连杆2,再次移动测量连杆正位组件3上的V型铁,使其压紧连杆3,此时的百分表读数变化量即为连杆2-3的120°相位角偏差所对应的弦长。根据被测曲轴连杆的技术要求,可求得曲轴连杆120°相位角公差(30')所对应的弧长(≈弦长)为(2pR/360)/2=0.5454mm,即只要百分表读数变化量不超过0.5454mm,即可保证120°空间相位角的公差要求。采用该检具测量曲轴连杆120°相位角偏差具有以下特点:
该方法既适用于精加工测量,也可用于粗加工测量。由于V型铁具有自动定心作用,且只能沿各自的中心连线移动,因此可消除中心距R和连杆轴颈加工误差对测量的影响。
该方法测量精度较高。用该检具测量连杆1-2或2-3的120°相位角偏差时,其弦长对应的百分表读数变化量将出现最大值。
该方法测量快速、操作方便。测量完连杆1-2的120°相位角偏差后,不必转动曲轴,只需松开组件1上的V型铁,再压紧组件2上的V型铁,即可测量连杆2-3的120°相位角偏差。(end)
上一篇:刀具测量装置的正确使用
下一篇:影像测量仪的发展历程

