- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
刀具测量装置的正确使用
录入:edatop.com 点击:
随着加工中心的广泛使用,许多用户也开始使用刀具测量装置。它不仅可以检测刀具的磨损情况,而且可实现自动补偿(通过修改刀补值实现),极大的提高了加工效率和精度。另外,同时使用其刀具破损检测功能与刀具寿命管理功能,还可以实现自动寻找同组刀具的功能,节约了刀具检查和更换的时间。但由于用户对测量原理不是很了解,使用时容易产生误区,有时补偿后的精度反而不如补偿前,这就使用户产生了迷惑,限制了测量装置的广泛使用。本文以英国雷尼绍(RENISHAW)公司TS27 R测头的安装调试为例,就如何更好的使用刀具测量装置做一详细介绍,供读者参考借鉴。
刀具测量的基本原理是利用系统的跳步功能(G31):在程序中指令“G31 Zx x x Fx x x”(与GO1的动作相同)。但此时如果SKIP信号由“0”变为“1”时,Z轴将停止运动,再用宏程序控制坐标轴后退,然后再次碰触量块,反复测量并运算后得出刀具的实际长度和直径,最后修改系统宏变量从而达到修改刀补值的目的。
刀具测量装置的使用主要包括三个步骤:安装和接线;标定;测量。
1 安装和接线
刀具侧量装置通常包括测头和信号转换装置(硬件)及相关的测量程序(软件包)。测头(TS27R)安装在工作台上,并尽量远离加工区域,外部应加防护装置,使用前先将防护装置打开并将刀具用风吹干净(用M代码控制气动元件可实现自动),确保刀具表面无杂物,测量完成后关闭防护。
测头安装完成后,首先要调整测头接触面的平行度和直线度。将一只百分表(或千分表DTI)吸在主轴头上,表头打在量块(圆形或方形)的上表面;用手轮控制X轴沿量块表面来回移动,观察表针变化,同时调整测头上的调节螺钉,使X向的直线度保证在0.010mm,调整好后紧固螺钉。再控制Y轴沿量块表面来回移动,同时调整测头上的调节螺钉,使Y向的直线度也保证在0.010mm,调整好后紧固螺钉。
转换装置(MI 8-4)用35mm标准导轨安装在电气柜里。需要注意的是,给转换装置提供DC24V的稳压电源最好是单独的,尽量不要和电磁阀或中间继电器共用电源,如果必须共用,就要考虑信号的抗干扰能力,否则可能会影响测量结果。
安装结束后,按照图1(三菱系统)或图2(FANUC系统)正确接线。
为了确定测头在机床坐标系中的坐标位置,需要对测头进行标定。以下情况进行测量前,都必须首先进行测头的标定:①首次使用前;②更换新量块后;③怀疑量块扭曲或测头安装松动;④意外碰撞后。
测头的标定步骤如下(手动标定):
1) 量块Z向坐标值的确定执行机床返回参考点的操作,确认机床参考点;再选择一把标准刀具(已知该刀具精确的长度和直径,如主轴检棒),手动使刀具运行到距离量块上表面10mm的地方(起始位置),选择MDI方式,执行如下程序:G65 P9851 K149.536(K:代表标定循环,输入所选标准刀具的精确长度),结束后就建立了量块的Z向坐标值。
2) 量块X,Y向坐标值的确定(以圆形量块为例) 在系统变量#530中设定“1”(沿X轴方向测量),手动使标准刀具移动到距离量块中心表面约10mm的地方,执行程序:G65 P9852 S20.001 K12.7。[S:标准刀具直径,需输入精确值;K:表示标定循环,输入量块的理论尺寸(理论尺寸 2.7mm)〕,结束后就建立了量块在X方向的中心位置(循环结束后,主轴返回距离量块表面10mm的初始位置,准备进行下一次Y向的测量循环)。
修改方向变量#530=2,再次执行G65 P9852S20.001 K12.7,则可建立Y向的位置以及量块的尺寸。循环结束后主轴返回初始位置。标定的坐标值和量块的尺寸被存储到宏变量中(断电保持型),以便在以后的测量宏程序中使用。
以上是手动标定量块位置的方法。还可以通过一些专用的标定程序自动标定。限于篇幅,这里不再赘述,详细的资料参见RENISHAW的手册介绍。
3 刀具的测量
标定完成后,就确定了量块的尺寸及其在机床坐标系中的位置,这时才可进行刀具测量。
1) 手动刀具长度测量(09851)用于测量旋转或非旋转的刀具的有效切削长度。
使用方法:手动使切削刀具定位到距离量块上表面10mm的地方,运行以下程序:G65 P9851 S80. T8[S80:被测刀具的理论切削直径,T8:刀具长度偏置号8〕。
使用方法:手动使切削刀具定位到距离量块上表面10mm的地方,运行以下程序:G65 P9852 S80. D8.[ S80.:切削刀具直径,D80.:刀具半径的偏置号码]。
机床运动步骤如下(见图4):刀具以程序指定的速度沿X向(或Y向)快速运动→使刀具的侧面和量块的侧面产生一定距离(Rr)→然后Z轴向下运动,使刀具侧面和量块侧面在同样的高度→刀具以指定速度逼近量块→碰上量块后停止并后退一定距离→再减速逼近量块→碰上后再次停止并后退一定距离→然后刀具再运行到量块的另外一边(180°方向)→用同样的步骤进行测量。最后得出刀具的实际切削直径,同时自动修改其补偿值。下次加工时,就可以使用新的刀具半径补偿值了。
3) 自动刀具长度和直径测量(09853)测量旋转的切削刀具(或不旋转)的有效切削长度和直径,也可用于刀具破损检测。
注意:测量前,首先应在对应的刀具偏置表中设定理论的刀具长度和半径值。
编程格式:G65 P9853 Bb Tt[Dd Ss];[]:代表选择项目
输入参数的定义,B按以下设定:B=1,仅测量长度(缺省设定);B=2,仅测量直径;B=3,长度和直径都测量。D:要更新的刀具半径偏置号码(仅用于旋转刀具测量)。如欲同时测量刀具长度和直径,则指令B=3,执行程序:G65 P9853 B3 .T1. D20.S30。
机床运行步骤如下(见图5):从刀库中选择刀具T1(A)→快速移动X和y轴→使刀具位于量块的上方(B)→快速向下移动到逼近位置并调用T1的刀具补偿值→慢速移动到净空位置(距离量块上表面10mm的地方)→测量刀具长度(旋转或非旋转,与09851的步骤一样)→测量刀具半径(旋转或非旋转,与09852的步骤一样)→退回起始点。
4) 刀具破损检测(09853)
使用方法:执行如下编程格式的程序,当检测到刀具的实际长度或半径的破损值已经超出设定范围时,会产生刀具破损报警或提示信息,用户可根据实际情况进行处理。
编程格式:G65 P9853 B1. T1. H0. 5 D8. S30.Q3 .R3 .Z-4. M30. 10. 01
其中:Hh中的h为刀具破损允许差值,如定义H0.5,即检查刀具损耗与偏置值是否在±0.5mm之内;Mm中的m为PLC的输入信号地址,当检测到刀具破损时,该信号将变为“1”,无破损时则为“0”。(此时的“M”代表宏变量,不同于一般的M代码,请使用者注意区分)。当定义M30时,则当检测到刀具破损时,宏变量#2030(即2000+M)将变为“1”,此时不会出现报警,但可以在零件程序中检查#2030的状态,同时在PLC中处理该信号去报警或者去寻找同样的刀具(见例2),后者需要系统具备刀具寿命管理的功能。
例1:破损刀具处理方法1——仅提示报警
M06 T1 选择T1刀具
G65 P9853 B1. T1. H0.5 检测刀具是否破损,如超差则会出现刀具破损报警
M06 T2 选择下一把刀进行加工
在上例中,只有破损超出0.5mm时才会产生“BROKEN TOOL”服警。当不适合使用报警信息的时候,可以使用标志位提示(在PLC中处理)。
例2:破损刀具处理方法2——选择同组(同样的)刀具继续加工
M06 T1 选择T1刀具
…… 加工
G65 P9853 B1. T1. H0.5 M30 检测刀具是否破损,如超差则会出现刀具破损报警
IF #2030 EQ1 GOTO N** 如果标志位为1,则跳转到N**段去,否则继续
M06 T2 选择下一把刀进行加工
N** (重新开始循环) N**:去寻找同组刀具(与破损刀具相同的刀具)的程序段
4 结语
刀具测量的过程比较简单,但首次使用前的调整和标定非常重要,用户一定要非常重视。当改变测头的安装位置后、测量精度经常有误差、怀疑测头松动、更换新量块或意外碰撞后,都必须重新进行标定。为了防止意外碰撞,可定期的检查SKIP信号是否灵敏。这可在系统的自诊断画面上看到:人为使测头动作,SKIP信号应该有0→1→0→1的变化。另外还应注意电缆的走线,尽量与动力线分开,并单独给转换装置提供DC24V电源。由于数控系统的不同,所使用的测量程序也不尽相同,但测量原理都是一样的。用户在使用前一定要明确机床所用的系统类型,再去购买专用的测头和测量程序软件。
刀具测量的基本原理是利用系统的跳步功能(G31):在程序中指令“G31 Zx x x Fx x x”(与GO1的动作相同)。但此时如果SKIP信号由“0”变为“1”时,Z轴将停止运动,再用宏程序控制坐标轴后退,然后再次碰触量块,反复测量并运算后得出刀具的实际长度和直径,最后修改系统宏变量从而达到修改刀补值的目的。
刀具测量装置的使用主要包括三个步骤:安装和接线;标定;测量。
1 安装和接线
刀具侧量装置通常包括测头和信号转换装置(硬件)及相关的测量程序(软件包)。测头(TS27R)安装在工作台上,并尽量远离加工区域,外部应加防护装置,使用前先将防护装置打开并将刀具用风吹干净(用M代码控制气动元件可实现自动),确保刀具表面无杂物,测量完成后关闭防护。
测头安装完成后,首先要调整测头接触面的平行度和直线度。将一只百分表(或千分表DTI)吸在主轴头上,表头打在量块(圆形或方形)的上表面;用手轮控制X轴沿量块表面来回移动,观察表针变化,同时调整测头上的调节螺钉,使X向的直线度保证在0.010mm,调整好后紧固螺钉。再控制Y轴沿量块表面来回移动,同时调整测头上的调节螺钉,使Y向的直线度也保证在0.010mm,调整好后紧固螺钉。
转换装置(MI 8-4)用35mm标准导轨安装在电气柜里。需要注意的是,给转换装置提供DC24V的稳压电源最好是单独的,尽量不要和电磁阀或中间继电器共用电源,如果必须共用,就要考虑信号的抗干扰能力,否则可能会影响测量结果。
安装结束后,按照图1(三菱系统)或图2(FANUC系统)正确接线。
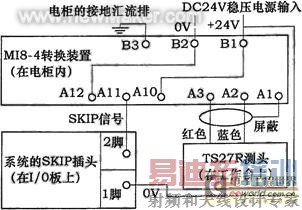
图1 测量装置接线原理图(三菱64M系统)
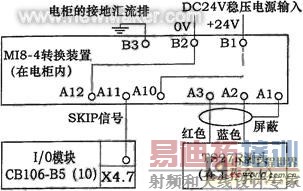
图2 测量装置接线原理图(FANUC-0i-M系统)
为了确定测头在机床坐标系中的坐标位置,需要对测头进行标定。以下情况进行测量前,都必须首先进行测头的标定:①首次使用前;②更换新量块后;③怀疑量块扭曲或测头安装松动;④意外碰撞后。
测头的标定步骤如下(手动标定):
1) 量块Z向坐标值的确定执行机床返回参考点的操作,确认机床参考点;再选择一把标准刀具(已知该刀具精确的长度和直径,如主轴检棒),手动使刀具运行到距离量块上表面10mm的地方(起始位置),选择MDI方式,执行如下程序:G65 P9851 K149.536(K:代表标定循环,输入所选标准刀具的精确长度),结束后就建立了量块的Z向坐标值。
2) 量块X,Y向坐标值的确定(以圆形量块为例) 在系统变量#530中设定“1”(沿X轴方向测量),手动使标准刀具移动到距离量块中心表面约10mm的地方,执行程序:G65 P9852 S20.001 K12.7。[S:标准刀具直径,需输入精确值;K:表示标定循环,输入量块的理论尺寸(理论尺寸 2.7mm)〕,结束后就建立了量块在X方向的中心位置(循环结束后,主轴返回距离量块表面10mm的初始位置,准备进行下一次Y向的测量循环)。
修改方向变量#530=2,再次执行G65 P9852S20.001 K12.7,则可建立Y向的位置以及量块的尺寸。循环结束后主轴返回初始位置。标定的坐标值和量块的尺寸被存储到宏变量中(断电保持型),以便在以后的测量宏程序中使用。
以上是手动标定量块位置的方法。还可以通过一些专用的标定程序自动标定。限于篇幅,这里不再赘述,详细的资料参见RENISHAW的手册介绍。
3 刀具的测量
标定完成后,就确定了量块的尺寸及其在机床坐标系中的位置,这时才可进行刀具测量。
1) 手动刀具长度测量(09851)用于测量旋转或非旋转的刀具的有效切削长度。
使用方法:手动使切削刀具定位到距离量块上表面10mm的地方,运行以下程序:G65 P9851 S80. T8[S80:被测刀具的理论切削直径,T8:刀具长度偏置号8〕。
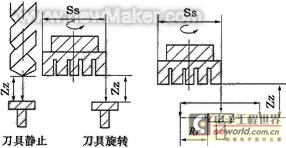
图3 刀具长度测量 图4 刀具直径测量
使用方法:手动使切削刀具定位到距离量块上表面10mm的地方,运行以下程序:G65 P9852 S80. D8.[ S80.:切削刀具直径,D80.:刀具半径的偏置号码]。
机床运动步骤如下(见图4):刀具以程序指定的速度沿X向(或Y向)快速运动→使刀具的侧面和量块的侧面产生一定距离(Rr)→然后Z轴向下运动,使刀具侧面和量块侧面在同样的高度→刀具以指定速度逼近量块→碰上量块后停止并后退一定距离→再减速逼近量块→碰上后再次停止并后退一定距离→然后刀具再运行到量块的另外一边(180°方向)→用同样的步骤进行测量。最后得出刀具的实际切削直径,同时自动修改其补偿值。下次加工时,就可以使用新的刀具半径补偿值了。
3) 自动刀具长度和直径测量(09853)测量旋转的切削刀具(或不旋转)的有效切削长度和直径,也可用于刀具破损检测。
注意:测量前,首先应在对应的刀具偏置表中设定理论的刀具长度和半径值。
编程格式:G65 P9853 Bb Tt[Dd Ss];[]:代表选择项目
输入参数的定义,B按以下设定:B=1,仅测量长度(缺省设定);B=2,仅测量直径;B=3,长度和直径都测量。D:要更新的刀具半径偏置号码(仅用于旋转刀具测量)。如欲同时测量刀具长度和直径,则指令B=3,执行程序:G65 P9853 B3 .T1. D20.S30。
机床运行步骤如下(见图5):从刀库中选择刀具T1(A)→快速移动X和y轴→使刀具位于量块的上方(B)→快速向下移动到逼近位置并调用T1的刀具补偿值→慢速移动到净空位置(距离量块上表面10mm的地方)→测量刀具长度(旋转或非旋转,与09851的步骤一样)→测量刀具半径(旋转或非旋转,与09852的步骤一样)→退回起始点。
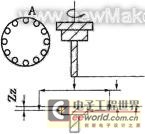
图5 刀具长度和直径自动测量
4) 刀具破损检测(09853)
使用方法:执行如下编程格式的程序,当检测到刀具的实际长度或半径的破损值已经超出设定范围时,会产生刀具破损报警或提示信息,用户可根据实际情况进行处理。
编程格式:G65 P9853 B1. T1. H0. 5 D8. S30.Q3 .R3 .Z-4. M30. 10. 01
其中:Hh中的h为刀具破损允许差值,如定义H0.5,即检查刀具损耗与偏置值是否在±0.5mm之内;Mm中的m为PLC的输入信号地址,当检测到刀具破损时,该信号将变为“1”,无破损时则为“0”。(此时的“M”代表宏变量,不同于一般的M代码,请使用者注意区分)。当定义M30时,则当检测到刀具破损时,宏变量#2030(即2000+M)将变为“1”,此时不会出现报警,但可以在零件程序中检查#2030的状态,同时在PLC中处理该信号去报警或者去寻找同样的刀具(见例2),后者需要系统具备刀具寿命管理的功能。
例1:破损刀具处理方法1——仅提示报警
M06 T1 选择T1刀具
G65 P9853 B1. T1. H0.5 检测刀具是否破损,如超差则会出现刀具破损报警
M06 T2 选择下一把刀进行加工
在上例中,只有破损超出0.5mm时才会产生“BROKEN TOOL”服警。当不适合使用报警信息的时候,可以使用标志位提示(在PLC中处理)。
例2:破损刀具处理方法2——选择同组(同样的)刀具继续加工
M06 T1 选择T1刀具
…… 加工
G65 P9853 B1. T1. H0.5 M30 检测刀具是否破损,如超差则会出现刀具破损报警
IF #2030 EQ1 GOTO N** 如果标志位为1,则跳转到N**段去,否则继续
M06 T2 选择下一把刀进行加工
N** (重新开始循环) N**:去寻找同组刀具(与破损刀具相同的刀具)的程序段
4 结语
刀具测量的过程比较简单,但首次使用前的调整和标定非常重要,用户一定要非常重视。当改变测头的安装位置后、测量精度经常有误差、怀疑测头松动、更换新量块或意外碰撞后,都必须重新进行标定。为了防止意外碰撞,可定期的检查SKIP信号是否灵敏。这可在系统的自诊断画面上看到:人为使测头动作,SKIP信号应该有0→1→0→1的变化。另外还应注意电缆的走线,尽量与动力线分开,并单独给转换装置提供DC24V电源。由于数控系统的不同,所使用的测量程序也不尽相同,但测量原理都是一样的。用户在使用前一定要明确机床所用的系统类型,再去购买专用的测头和测量程序软件。
上一篇:什么是影像测量仪?
下一篇:曲轴连杆120°相位角测量检具

