- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
三坐标在发动机缸体缓慢偏差检测中的应用
录入:edatop.com 点击:
缸体是发动机各个机构和系统的安装基体,其内外、前后、左右、上下布满了空间孔系。发动机内部的运动可以归结为曲轴、活塞、连杆及凸轮轴的联动,发动机各个部件的连接尺寸实际上可以确认由上述几个方面确定。由于曲轴、活塞是安装在发动机的气缸体内,缸体的加工质量显得尤为重要,尤其是其孔系的位置尺寸、形位公差更是保证发动机装配与运转寿命的基础。
1 缸体空间孔系位置尺寸的测量基准坐标系的建立
缸体空间孔系的位置尺寸及形状、位置公差可在三坐标测量机上非常方便、快捷地测量。
对于三坐标测量孔系的位置尺寸及形状、位置公差,关键是如何建立测量基准坐标系,测量基准坐标系的建立原则就是必须与加工基准坐标系统一。只有使检测基准与零件的加工基准坐标系一致,才能保证检测的符合性,才能有效监控零件加工质量。因此,在编辑三坐标测量程序时,应先采测被定位加工基准的测量元素,经过构建、计算.建立待测零件的基准坐标系,然后根据被测零件空间尺寸的检测要求,对基准坐标系进行基准转换如平移或旋转,再采点测量被测元素,计算评价各个被测元素(如孔)在基准坐标系中位置,最后输出被测元素(如孔)在基准坐标系中的坐标值(X、Y、Z)。如果需要其他的形状、位置公差,仅评价被测元素与基准元素的各种关系即可,然后输出测量结果。因此,测量的关键是建立测量基准坐标系。
1.1三基面体系的建立和体现
如图1,孔的理想位置就是采用 A、B、C 3个相互垂直的基准平面定位。这3个相互垂直A、B、C基准平面构成一个三面体系,常称为三基面体系,它是确定零件上各要素几何关系的起点。三基面体系里,基准平面按功能要求有顺序之分,最主要的为第一基准平面(A),依次为第二(B)和第三(C)基准平面。
(1)由实际基准表面建立三基面体系
三基面体系的第一基准是主要基准,第一基准实际表面A与第一基准平面的位置关系应符合“最小条件”;在此基础上,第二基准的实际表面B相对第二基准平面的关系应满足最大偏离量为最小这一要求;第三基准只要一点接触即可。在生产中,可采用下述模拟体现方法,即第一基准的实际表面与第一基准平面应满足3点接触;第二基准的实际表面与第二基准平面应满足2点接触,即第三基准的实际表面与第三基准平面应满足1点接触就可以了。据此,被测要素在三基面体系中的方位完全被确定下来,这样在评定”定向和定位误差时,可以得到唯一确定的结果。但是,同一个零件由于基准顺序确定得不同,被测要素的公差带在三基面体系中的位置也就不同。
(2)由实际基准圆柱表面建立三基面体系
在不同零件的基准体系中,往往既有实际基准表面又有实际基准圆柱表面,此时实际基准圆柱表面与三基面体系的关系是由两个基准平面的交线形成基准轴线。
当基准轴线为第一基准时,由三基面体系中的第一、第二基准平面构成的交线即为基准轴线,可看作两个基准。此时,理想最小外接圆柱面包容实际圆柱面A,第二基准实际表面B与第三基准平面1点接触。
当基准轴线为第二基准时,则第一基准的实际表面与第一基准平面应符合“最小条件”,即应满足3点接触;第二基准的实际圆柱面被由第二、第三基准平面构成的交线作为轴线的最小外接圆柱面紧密包容。在第一基准满足最小条件的情况下,由于实际基准要素存在着误差,包容第二基准实际圆柱表面的最小外接圆柱面与第二基准实际圆柱面只要2点接触。
富康轿车发动机缸体加工工艺采用的是典型的三基面体系构建加工坐标系。
1.2采用典型加工坐标系,
利用三坐标测量程序实现批量产品的检测,在进入程序前,先要建立零件当前所处位置的控制坐标系,即在建立零件测量基准坐标系之前应先手动建立测量初始坐标系,三坐标就是根据控制坐标系寻找被测孔或其他要素所在位置来实现零件测量基准坐标系的自动测量,根据自动测量的元素来建立零件测量基准坐标系,进而实现被测孔或面的自动测量或评价。控制坐标系的建立原则就是让所检测的零件与控制坐标系的位置相对不变,或位移很小,因此应找那些加工光洁的面或孔,如果是毛坯,应使用测量支架,将控制坐标系建在测量支架上,作为批量检测的控制坐标系。下面主要讲述零件测量基准坐标系的建立。
(1)OPl0定位基准加工采用的基准坐标系
a.定位与夹紧
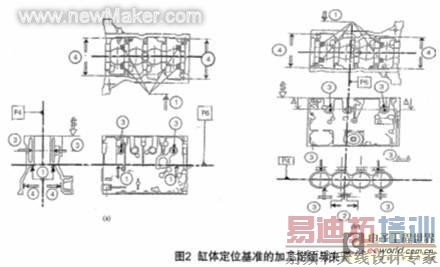
缸体定位基准的加工是以缸体毛坯作为定位基准来加工的,由于毛坯定位的特点,为了保证加工精度必须使用专用工装夹具,将基准坐标系建立在专用工装夹具上。定位与夹紧如图2。
b.零件测量基准坐标系的建立缸体在三坐标大理石平板上的放置方式为OPl0支架左测量面同X轴平行正放在大理石平板上,缸体自由地放在支架中的①的4个支承点上,靠④、③的各4个支承点夹紧。缸体OPl0定位基准加工采用的基准坐标系建立方法及步骤如下。
·在OPl0支架的左测量面测量一个平面。
·在三坐标大理石平台上测量一个平面。
·在缸体右侧面第三清砂孔两侧各采1点,计算出中点。
以大理石平台上测量的平面的法线建第1轴即为Z轴,设置Z轴的坐标偏置为Z=301.968,这就是P6面;以OPl0支架的左测量面测量的平面的法线建第2轴即为y轴,设置 y轴的坐标偏置y=-179.797,这就是P4面;三坐标测量机自动生成X轴,将X轴的0点清在第三清砂孔中点上,这就是P5面。
这样,缸体OPl0定位基准加工测量用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅仅通过元素采集、评价就可很精确地测量出来。
(2)OP20\OP40\OP50\OP60\ OP90\OPl20粗加工工序所用坐标系
a.定位与夹紧
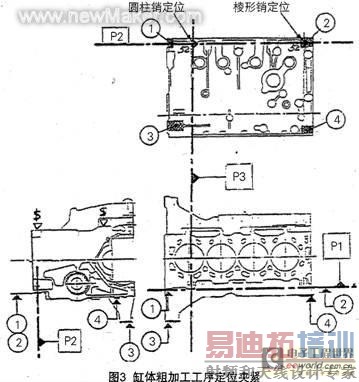
缸体粗加工工序所用坐标系采用一面两销,即侧面一空间理想平面P1+1只圆柱销52①+1只菱形销52②。定位夹紧如图3。
b.零件测量基准坐标系的建立
缸体在三坐标平台上的放置方式为缸体立放,油底壳面朝X轴正方向,正时面向下与大理石平板平行,飞轮面向上。
缸体粗加工工序所用坐标系建立方法及步骤如下。
·①、②、③、④4个小平面上各采1点。
·测量圆柱销定位孔一个圆截面,测量菱形销定位孔一个圆截面。
·将点③的X坐标沿y轴正方向偏置一88,将点④的X坐标沿Y孳由正方向偏置-22。
·用点②及偏置后的点③、点④3点构建一个平面,这个平面即为P1面,以该平面的法线建第1轴即为y轴,并在该平面清Y=O;以两定位销孔连线建第2轴即为Z轴,Z轴所在的平面即为P2面,在该线质心点上清 X=O,三坐标测量机自动生成X轴,
这就是P3面,在圆柱销定位孔中心清Z=O。
这样,缸体粗加工工序测量所用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅仅通过元素采集、评价就可很精确地测量出来。
(3)OP130\0P140\0P150\ OP170\0P190\0P230精加工工序所用坐标系
a.定位与夹紧
缸体精加工工序所用坐标系也是一面两销,不过该坐标系的面和销孔与粗加工坐标系采用一面两销完全不同,即底平面P10+1只圆柱销39①+1只菱形销39②。定位夹紧如图4。
由图4看出,P10、P11及P12面构成了精加工三基面基准。P10面:过底平面200及4个支承点的平面;P11面:过圆柱定位销孔(39)轴线,离菱形定位销孔(39)为28 mm且垂直于P10的面;P12面:过圆柱定位销孔(39)轴线且垂直于 P10、P11的面。
b.零件测量基准坐标系的建立
缸体在三坐标平台上的放置方式为缸体立放,顶平面朝y轴正方向,正时面向下与大理石平板平行.飞轮面向上。
缸体精加工工序测量所用的基准坐标系建立方法及步骤如下。
·在油底壳面测量一个平面,即为P10面。
·测量圆柱销定位孔圆柱两个圆截面,测量菱形销定位孔圆柱两个圆截面。
·将在菱形销定位孔内所测的两个圆截面的圆心点沿X轴正方向偏置-28。
·用圆柱销定位孔内所测的两个圆截面的圆心点和在菱形销定位孔内所测的两个圆截面的圆心点偏置后的两个点,共4个点构建一个平面,该平面即为P11面。
·以油底壳面即P10面的法线建第1轴即为y轴,并在该平面清 Y=O;以P11面的法线建第2轴即为X轴,三坐标测量机自动生成Z轴,过圆柱销定位孔中心的Z轴的法平面即为P12平面,在圆柱销定位孔第一圆截面圆心清X=O,Z=O。
这样,缸体精加工工序测量所用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅通过元素采集、评价就可很精确地测量出来。
(4)OPl60精铣缸盖面、正时齿轮面、离合器面、变速器面加工工序所用坐标系
a.定位与夹紧
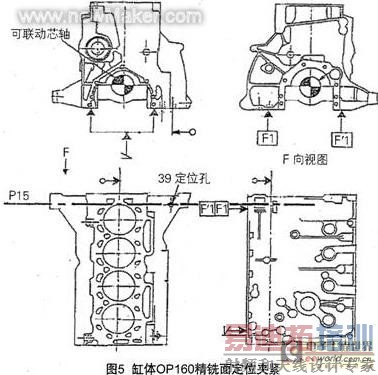
缸体OPl 60精铣缸盖面、正时齿轮面、离合器面、变速器面加工所用坐标系采用两面一销,即底平面F1、F′1面+P15面+1只圆柱销39。定位夹紧如图5。
b.零件测量基准坐标系的建立缸体在三坐标平台上的放置方式为水平放置,顶平面朝Z轴负方向与大理石平板平行放置,油底壳面朝翳由正方向,飞轮面朝X轴正方向。
缸体OPl60精铣面加工采用的基准坐标系建立方法及步骤如下。
·在油底壳F1、F′1面上采12点测量一个平面。
·测量圆柱销定位孔一个圆截面。
·测量曲轴孔1一个圆截面、曲轴孔5一个圆截面。
·过曲轴孔1圆截面圆心、曲轴孔5圆截面圆心作一直线。
·以油底壳F1、F′1面的法线建第1轴即为Z轴,在圆柱销定位孔圆截面圆心上清X=O,Y=O;以过曲轴孔1圆截面圆心、曲轴孔5圆截面圆心的直线建第2轴即为X由;这样 Z轴所在的平面即为15平面,三坐标测量机自动生成Y由,在曲轴孔1圆截面圆心处清Z=O。
这样,缸体OPl60精铣面加工测量用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅通过元素采集、评价就可很精确地测量出来了。
2 缸体空间孔系位置尺寸的三坐标测量中常见问题分析
2.1连续加工的零件测量结果一致性较差
若加工中心的主轴、刀具、工装等加工设备无异常,测量基准坐标系正确,且可能的原因为零件定位销孔已变形、不同的测量点计算出不同的中心坐标,这样工件坐标系就不能完全确定,其他被测各孔位置就不可能准确,反馈给生产线的测量数据重复性差,机床无法调整,造成质量失控。尤其是精加工用的两个定位销孔,使用频次较高,到后面几个工序定位销孔很可能被磕碰变形,造成基准坐标系的偏移,进而造成测量误差。
在日常的缓慢偏差测量过程中多次发现过上述问题。只要定位销孔圆度超过0.015 mm,测量的结果就与其他零件测量结果产生0.010 mm以上的一致性差异。
解决的方法就是每次测量零件之前先目视检查定位销孔是否有磕碰伤的痕迹,如果有,就需换一个无磕碰伤的零件进行检测;另外.也可采用修改测量程序中定位销采点位置,使采点避开变形较大的部位,以减少基准孔中心位置计算的误差。
2.2测量孔系位置度有系统误差
如果以一面两销为基准建立坐标系,测量其他孔位置度时有系统误差,原因可能是手动测量建坐标系误差较大,以两销孔的连线为X轴建坐标,数据转换后,两销孔的Y坐标不等。
改进的方法是在手动测量建坐标系的基准上再编程生成测量一面两销,二次建基准坐标系,将数据转换到二次建基准坐标系中,这样两孔的Y标相等,在该坐标中再次测量评价其他元素,重复性好,消除了系统误差。因此,凡测量评价元素的位置尺寸时,都必须二次建立坐标系,以保证测量的准确性。
2.3对轴线的旋转要按角度旋转
在测量斜孔位置及位置度时,利用三坐标的有利条件,可对轴线进行旋转,是按角度旋转还是按距离旋转好呢7还是都一样呢7从测量的一致性来讲,按角度旋转明显优于按距离旋转建立的坐标系。原因是距离是不确定的,精度再高的加工中心加工出的零件也是有误差的,用距离旋转建坐标系,测量不同的零件测量结果一致性较差,而以角度距离旋转建坐标系,测量不同的零件测量结果一致性好;这是因为角度是理论值,用它来建坐标系可以清楚地反映加工中存在的问题。
2.4三坐标测量缸体孔系应注意的问题
·对于缸体侧壁沉孔或浅孔位置的测量,三坐标测头采点深度要大于6 mm,采1个截面评价即可;对于深孔或较长的通孔如主轴承盖和缸盖螺栓孔,一般在离入口和出口6 mm处各采2个截面来评价。
·对于斜平面上的孔,如机油标尺孔位置的测量,测头采点按理论角度采点,坐标系的建立是在基准坐标系的基础上按理论角度旋转建立新坐标系,在新坐标系下评价斜孔入口处的位置及斜孔轴线的角度。
·对粗加工零件,通过这种平移、旋转,可获得被测成组要素相
对于基准位置的最佳位置和方向。这就为进一步加工时更合理地分配加工余量提供实际数据,以挽救处于报废边缘状态下的粗加工零件。这些数据,也可供调整加工中心、自动机床等的定位基准时参考。对精加工后的零件,由于获得了最佳方位数据,这样就可决定零件最终的最佳装配数据位置。在位置度公差按最大实体原则给出时,这种基准的变换将更有利于减少废品率、提高技术经济效益。
3 缸体缸孔和曲轴孔直径的正确测量方法
3.1 缸孔直径测量
缸孔加工的精度极高,它对发动机整体机械性能至关重要,因此对其直径的测量要求精度很高,且要取平均直径来代表缸孔直径。 [p]
·精加工缸孔的直径、平均直径测量如图6(以EWl0缸体缸孔的直径测量为例)。
N1-N2-N3截面ΦA—B—C—D:3个截面、4个方向的直径平均值,即12个直径值的平均值为Φ85.0+0.0180 mm。
截面2上的ΦC与ΦD差值≤0.011 mm。
·测量基准坐标系的建立。
首先分别测量曲轴孔1、5,用1、5圆心建一轴线,作为零件坐标系的第1轴并找正,这里假设其为工件坐标系的Y轴;再测量缸孔1圆柱,用缸孔1圆柱的轴线作为零件坐标系的第2轴,这里假设其为工件坐标系的Z轴;求出缸孔1圆柱的轴线与1、5轴线的交点;再把坐标系原点清在缸孔1圆柱的轴线与1、5轴线的交点上。这样建立的基准坐标系才与缸体的产品设计基准一致,在该基准坐标系下测得的每个缸孔3个截面、4个方向的直径平均值才与发动机工作时的活塞运动状态相吻合,才能为发动机的正常运转、减弱发动机工作时所产生的噪声和提高发动机的使用寿命提供保证。
缸孔直径的测量一定要用带加长杆的星型测头,用2、3、4、5号测针组成星型测头,在测量基准坐标系下测量A、B、C、D 4个方向3个截面直径,评价时用2、4、3、5的测量点坐标来评价4个方向的对径,然后计算平均值及ΦC与ΦD差值。
3.2精加工曲轴孔的直径的测量及分级方法
缸体曲轴孔平均直径测量如图8(以EWl0缸体曲轴孔的直径测量为例)。
行分级,而测量稍有误差就有可能造成分级错误,因此必须按工艺要求正确建立基准坐标系进行测量。
(1)曲轴孔直径测量
曲轴孔直径测量面测量点分布如图9。
测量基准坐标系的建立同缸孔直径的测量基准。用带加长杆的星
型测头采点测量,在该基准坐标系下测得的每个曲轴孔两个截面、2个方向的直径的平均值才是正确的,按该直径分级配瓦才与发动机工作时的部件运动状态相吻合,才能为曲轴的正常运转、减弱曲轴工作时所产生的噪声和提高曲轴的使用寿命提供保证。
4 结束语
三坐标测量机是测量缸体等箱体类零件空间尺寸及形位公差最理想的设备,对于三维空间坐标的建立、平移、旋转都是十分方便的,只需在零件加工基准上采集几个元素,就可以自动建立一个同加工基准坐标系相同的三维空间坐标系,因此应该充分了解所测量的零件在整个生产线上的加工工艺,在测量过程中才能保证测量基准与加工基准的统一,才能正确建立测量基准坐标系,才能确立正确的检测方案,测量结果才能有效地应用到产品质量监控中。以上测量方案不仅可以用于发动机缸体的测量,还可以用于其他箱体类的零部件缓慢偏差的测量如发动机缸盖、变速器箱体及机床主轴箱箱体等。(end)
1 缸体空间孔系位置尺寸的测量基准坐标系的建立
缸体空间孔系的位置尺寸及形状、位置公差可在三坐标测量机上非常方便、快捷地测量。
对于三坐标测量孔系的位置尺寸及形状、位置公差,关键是如何建立测量基准坐标系,测量基准坐标系的建立原则就是必须与加工基准坐标系统一。只有使检测基准与零件的加工基准坐标系一致,才能保证检测的符合性,才能有效监控零件加工质量。因此,在编辑三坐标测量程序时,应先采测被定位加工基准的测量元素,经过构建、计算.建立待测零件的基准坐标系,然后根据被测零件空间尺寸的检测要求,对基准坐标系进行基准转换如平移或旋转,再采点测量被测元素,计算评价各个被测元素(如孔)在基准坐标系中位置,最后输出被测元素(如孔)在基准坐标系中的坐标值(X、Y、Z)。如果需要其他的形状、位置公差,仅评价被测元素与基准元素的各种关系即可,然后输出测量结果。因此,测量的关键是建立测量基准坐标系。
1.1三基面体系的建立和体现
如图1,孔的理想位置就是采用 A、B、C 3个相互垂直的基准平面定位。这3个相互垂直A、B、C基准平面构成一个三面体系,常称为三基面体系,它是确定零件上各要素几何关系的起点。三基面体系里,基准平面按功能要求有顺序之分,最主要的为第一基准平面(A),依次为第二(B)和第三(C)基准平面。

(1)由实际基准表面建立三基面体系
三基面体系的第一基准是主要基准,第一基准实际表面A与第一基准平面的位置关系应符合“最小条件”;在此基础上,第二基准的实际表面B相对第二基准平面的关系应满足最大偏离量为最小这一要求;第三基准只要一点接触即可。在生产中,可采用下述模拟体现方法,即第一基准的实际表面与第一基准平面应满足3点接触;第二基准的实际表面与第二基准平面应满足2点接触,即第三基准的实际表面与第三基准平面应满足1点接触就可以了。据此,被测要素在三基面体系中的方位完全被确定下来,这样在评定”定向和定位误差时,可以得到唯一确定的结果。但是,同一个零件由于基准顺序确定得不同,被测要素的公差带在三基面体系中的位置也就不同。
(2)由实际基准圆柱表面建立三基面体系
在不同零件的基准体系中,往往既有实际基准表面又有实际基准圆柱表面,此时实际基准圆柱表面与三基面体系的关系是由两个基准平面的交线形成基准轴线。
当基准轴线为第一基准时,由三基面体系中的第一、第二基准平面构成的交线即为基准轴线,可看作两个基准。此时,理想最小外接圆柱面包容实际圆柱面A,第二基准实际表面B与第三基准平面1点接触。
当基准轴线为第二基准时,则第一基准的实际表面与第一基准平面应符合“最小条件”,即应满足3点接触;第二基准的实际圆柱面被由第二、第三基准平面构成的交线作为轴线的最小外接圆柱面紧密包容。在第一基准满足最小条件的情况下,由于实际基准要素存在着误差,包容第二基准实际圆柱表面的最小外接圆柱面与第二基准实际圆柱面只要2点接触。
富康轿车发动机缸体加工工艺采用的是典型的三基面体系构建加工坐标系。
1.2采用典型加工坐标系,
利用三坐标测量程序实现批量产品的检测,在进入程序前,先要建立零件当前所处位置的控制坐标系,即在建立零件测量基准坐标系之前应先手动建立测量初始坐标系,三坐标就是根据控制坐标系寻找被测孔或其他要素所在位置来实现零件测量基准坐标系的自动测量,根据自动测量的元素来建立零件测量基准坐标系,进而实现被测孔或面的自动测量或评价。控制坐标系的建立原则就是让所检测的零件与控制坐标系的位置相对不变,或位移很小,因此应找那些加工光洁的面或孔,如果是毛坯,应使用测量支架,将控制坐标系建在测量支架上,作为批量检测的控制坐标系。下面主要讲述零件测量基准坐标系的建立。
(1)OPl0定位基准加工采用的基准坐标系
a.定位与夹紧
缸体定位基准的加工是以缸体毛坯作为定位基准来加工的,由于毛坯定位的特点,为了保证加工精度必须使用专用工装夹具,将基准坐标系建立在专用工装夹具上。定位与夹紧如图2。
b.零件测量基准坐标系的建立缸体在三坐标大理石平板上的放置方式为OPl0支架左测量面同X轴平行正放在大理石平板上,缸体自由地放在支架中的①的4个支承点上,靠④、③的各4个支承点夹紧。缸体OPl0定位基准加工采用的基准坐标系建立方法及步骤如下。
·在OPl0支架的左测量面测量一个平面。
·在三坐标大理石平台上测量一个平面。
·在缸体右侧面第三清砂孔两侧各采1点,计算出中点。
以大理石平台上测量的平面的法线建第1轴即为Z轴,设置Z轴的坐标偏置为Z=301.968,这就是P6面;以OPl0支架的左测量面测量的平面的法线建第2轴即为y轴,设置 y轴的坐标偏置y=-179.797,这就是P4面;三坐标测量机自动生成X轴,将X轴的0点清在第三清砂孔中点上,这就是P5面。
这样,缸体OPl0定位基准加工测量用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅仅通过元素采集、评价就可很精确地测量出来。
(2)OP20\OP40\OP50\OP60\ OP90\OPl20粗加工工序所用坐标系
a.定位与夹紧
缸体粗加工工序所用坐标系采用一面两销,即侧面一空间理想平面P1+1只圆柱销52①+1只菱形销52②。定位夹紧如图3。
b.零件测量基准坐标系的建立
缸体在三坐标平台上的放置方式为缸体立放,油底壳面朝X轴正方向,正时面向下与大理石平板平行,飞轮面向上。
缸体粗加工工序所用坐标系建立方法及步骤如下。
·①、②、③、④4个小平面上各采1点。
·测量圆柱销定位孔一个圆截面,测量菱形销定位孔一个圆截面。
·将点③的X坐标沿y轴正方向偏置一88,将点④的X坐标沿Y孳由正方向偏置-22。
·用点②及偏置后的点③、点④3点构建一个平面,这个平面即为P1面,以该平面的法线建第1轴即为y轴,并在该平面清Y=O;以两定位销孔连线建第2轴即为Z轴,Z轴所在的平面即为P2面,在该线质心点上清 X=O,三坐标测量机自动生成X轴,
这就是P3面,在圆柱销定位孔中心清Z=O。
这样,缸体粗加工工序测量所用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅仅通过元素采集、评价就可很精确地测量出来。
(3)OP130\0P140\0P150\ OP170\0P190\0P230精加工工序所用坐标系
a.定位与夹紧
缸体精加工工序所用坐标系也是一面两销,不过该坐标系的面和销孔与粗加工坐标系采用一面两销完全不同,即底平面P10+1只圆柱销39①+1只菱形销39②。定位夹紧如图4。
由图4看出,P10、P11及P12面构成了精加工三基面基准。P10面:过底平面200及4个支承点的平面;P11面:过圆柱定位销孔(39)轴线,离菱形定位销孔(39)为28 mm且垂直于P10的面;P12面:过圆柱定位销孔(39)轴线且垂直于 P10、P11的面。
b.零件测量基准坐标系的建立
缸体在三坐标平台上的放置方式为缸体立放,顶平面朝y轴正方向,正时面向下与大理石平板平行.飞轮面向上。
缸体精加工工序测量所用的基准坐标系建立方法及步骤如下。
·在油底壳面测量一个平面,即为P10面。
·测量圆柱销定位孔圆柱两个圆截面,测量菱形销定位孔圆柱两个圆截面。
·将在菱形销定位孔内所测的两个圆截面的圆心点沿X轴正方向偏置-28。
·用圆柱销定位孔内所测的两个圆截面的圆心点和在菱形销定位孔内所测的两个圆截面的圆心点偏置后的两个点,共4个点构建一个平面,该平面即为P11面。
·以油底壳面即P10面的法线建第1轴即为y轴,并在该平面清 Y=O;以P11面的法线建第2轴即为X轴,三坐标测量机自动生成Z轴,过圆柱销定位孔中心的Z轴的法平面即为P12平面,在圆柱销定位孔第一圆截面圆心清X=O,Z=O。
这样,缸体精加工工序测量所用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅通过元素采集、评价就可很精确地测量出来。
(4)OPl60精铣缸盖面、正时齿轮面、离合器面、变速器面加工工序所用坐标系
a.定位与夹紧
缸体OPl 60精铣缸盖面、正时齿轮面、离合器面、变速器面加工所用坐标系采用两面一销,即底平面F1、F′1面+P15面+1只圆柱销39。定位夹紧如图5。
b.零件测量基准坐标系的建立缸体在三坐标平台上的放置方式为水平放置,顶平面朝Z轴负方向与大理石平板平行放置,油底壳面朝翳由正方向,飞轮面朝X轴正方向。
缸体OPl60精铣面加工采用的基准坐标系建立方法及步骤如下。
·在油底壳F1、F′1面上采12点测量一个平面。
·测量圆柱销定位孔一个圆截面。
·测量曲轴孔1一个圆截面、曲轴孔5一个圆截面。
·过曲轴孔1圆截面圆心、曲轴孔5圆截面圆心作一直线。
·以油底壳F1、F′1面的法线建第1轴即为Z轴,在圆柱销定位孔圆截面圆心上清X=O,Y=O;以过曲轴孔1圆截面圆心、曲轴孔5圆截面圆心的直线建第2轴即为X由;这样 Z轴所在的平面即为15平面,三坐标测量机自动生成Y由,在曲轴孔1圆截面圆心处清Z=O。
这样,缸体OPl60精铣面加工测量用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅通过元素采集、评价就可很精确地测量出来了。
2 缸体空间孔系位置尺寸的三坐标测量中常见问题分析
2.1连续加工的零件测量结果一致性较差
若加工中心的主轴、刀具、工装等加工设备无异常,测量基准坐标系正确,且可能的原因为零件定位销孔已变形、不同的测量点计算出不同的中心坐标,这样工件坐标系就不能完全确定,其他被测各孔位置就不可能准确,反馈给生产线的测量数据重复性差,机床无法调整,造成质量失控。尤其是精加工用的两个定位销孔,使用频次较高,到后面几个工序定位销孔很可能被磕碰变形,造成基准坐标系的偏移,进而造成测量误差。
在日常的缓慢偏差测量过程中多次发现过上述问题。只要定位销孔圆度超过0.015 mm,测量的结果就与其他零件测量结果产生0.010 mm以上的一致性差异。
解决的方法就是每次测量零件之前先目视检查定位销孔是否有磕碰伤的痕迹,如果有,就需换一个无磕碰伤的零件进行检测;另外.也可采用修改测量程序中定位销采点位置,使采点避开变形较大的部位,以减少基准孔中心位置计算的误差。
2.2测量孔系位置度有系统误差
如果以一面两销为基准建立坐标系,测量其他孔位置度时有系统误差,原因可能是手动测量建坐标系误差较大,以两销孔的连线为X轴建坐标,数据转换后,两销孔的Y坐标不等。
改进的方法是在手动测量建坐标系的基准上再编程生成测量一面两销,二次建基准坐标系,将数据转换到二次建基准坐标系中,这样两孔的Y标相等,在该坐标中再次测量评价其他元素,重复性好,消除了系统误差。因此,凡测量评价元素的位置尺寸时,都必须二次建立坐标系,以保证测量的准确性。
2.3对轴线的旋转要按角度旋转
在测量斜孔位置及位置度时,利用三坐标的有利条件,可对轴线进行旋转,是按角度旋转还是按距离旋转好呢7还是都一样呢7从测量的一致性来讲,按角度旋转明显优于按距离旋转建立的坐标系。原因是距离是不确定的,精度再高的加工中心加工出的零件也是有误差的,用距离旋转建坐标系,测量不同的零件测量结果一致性较差,而以角度距离旋转建坐标系,测量不同的零件测量结果一致性好;这是因为角度是理论值,用它来建坐标系可以清楚地反映加工中存在的问题。
2.4三坐标测量缸体孔系应注意的问题
·对于缸体侧壁沉孔或浅孔位置的测量,三坐标测头采点深度要大于6 mm,采1个截面评价即可;对于深孔或较长的通孔如主轴承盖和缸盖螺栓孔,一般在离入口和出口6 mm处各采2个截面来评价。
·对于斜平面上的孔,如机油标尺孔位置的测量,测头采点按理论角度采点,坐标系的建立是在基准坐标系的基础上按理论角度旋转建立新坐标系,在新坐标系下评价斜孔入口处的位置及斜孔轴线的角度。
·对粗加工零件,通过这种平移、旋转,可获得被测成组要素相
对于基准位置的最佳位置和方向。这就为进一步加工时更合理地分配加工余量提供实际数据,以挽救处于报废边缘状态下的粗加工零件。这些数据,也可供调整加工中心、自动机床等的定位基准时参考。对精加工后的零件,由于获得了最佳方位数据,这样就可决定零件最终的最佳装配数据位置。在位置度公差按最大实体原则给出时,这种基准的变换将更有利于减少废品率、提高技术经济效益。
3 缸体缸孔和曲轴孔直径的正确测量方法
3.1 缸孔直径测量
缸孔加工的精度极高,它对发动机整体机械性能至关重要,因此对其直径的测量要求精度很高,且要取平均直径来代表缸孔直径。 [p]
·精加工缸孔的直径、平均直径测量如图6(以EWl0缸体缸孔的直径测量为例)。
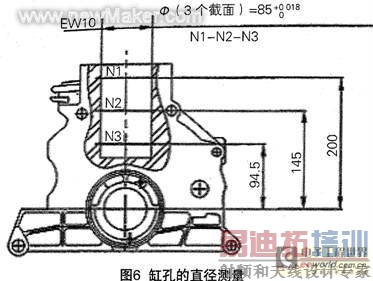
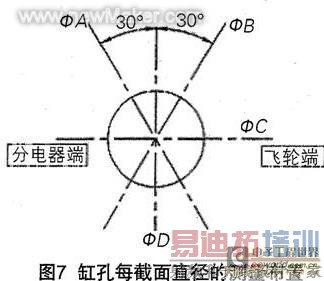
N1-N2-N3截面ΦA—B—C—D:3个截面、4个方向的直径平均值,即12个直径值的平均值为Φ85.0+0.0180 mm。
截面2上的ΦC与ΦD差值≤0.011 mm。
·测量基准坐标系的建立。
首先分别测量曲轴孔1、5,用1、5圆心建一轴线,作为零件坐标系的第1轴并找正,这里假设其为工件坐标系的Y轴;再测量缸孔1圆柱,用缸孔1圆柱的轴线作为零件坐标系的第2轴,这里假设其为工件坐标系的Z轴;求出缸孔1圆柱的轴线与1、5轴线的交点;再把坐标系原点清在缸孔1圆柱的轴线与1、5轴线的交点上。这样建立的基准坐标系才与缸体的产品设计基准一致,在该基准坐标系下测得的每个缸孔3个截面、4个方向的直径平均值才与发动机工作时的活塞运动状态相吻合,才能为发动机的正常运转、减弱发动机工作时所产生的噪声和提高发动机的使用寿命提供保证。
缸孔直径的测量一定要用带加长杆的星型测头,用2、3、4、5号测针组成星型测头,在测量基准坐标系下测量A、B、C、D 4个方向3个截面直径,评价时用2、4、3、5的测量点坐标来评价4个方向的对径,然后计算平均值及ΦC与ΦD差值。
3.2精加工曲轴孔的直径的测量及分级方法
缸体曲轴孔平均直径测量如图8(以EWl0缸体曲轴孔的直径测量为例)。
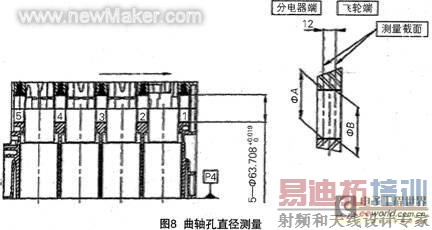
行分级,而测量稍有误差就有可能造成分级错误,因此必须按工艺要求正确建立基准坐标系进行测量。
(1)曲轴孔直径测量
曲轴孔直径测量面测量点分布如图9。

测量基准坐标系的建立同缸孔直径的测量基准。用带加长杆的星
型测头采点测量,在该基准坐标系下测得的每个曲轴孔两个截面、2个方向的直径的平均值才是正确的,按该直径分级配瓦才与发动机工作时的部件运动状态相吻合,才能为曲轴的正常运转、减弱曲轴工作时所产生的噪声和提高曲轴的使用寿命提供保证。
4 结束语
三坐标测量机是测量缸体等箱体类零件空间尺寸及形位公差最理想的设备,对于三维空间坐标的建立、平移、旋转都是十分方便的,只需在零件加工基准上采集几个元素,就可以自动建立一个同加工基准坐标系相同的三维空间坐标系,因此应该充分了解所测量的零件在整个生产线上的加工工艺,在测量过程中才能保证测量基准与加工基准的统一,才能正确建立测量基准坐标系,才能确立正确的检测方案,测量结果才能有效地应用到产品质量监控中。以上测量方案不仅可以用于发动机缸体的测量,还可以用于其他箱体类的零部件缓慢偏差的测量如发动机缸盖、变速器箱体及机床主轴箱箱体等。(end)
上一篇:三维测头的工作原理
下一篇:HSK工具锥柄的检测与动平衡

