- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
基于质量流量计的成品油装船计量系统
录入:edatop.com 点击:
锦州石化公司成品油装船过去一直采用立式金属罐手工计量和刮板流量计配在线温度、在线密度测量两种计量方式。方式一的劳动强度大,人为等因素对测量准确度的影响较大。另外,由于装船工艺管线经过山坡后再到装船码头,管线比较长、存油多,装船结束前按规定必须自压装船,当岸罐内液位低于管线最高点时,岸罐里的油进不到管线,而管线中的油有一部分装到船上了,当以岸罐计量为准时,将造成供方油品损失。所以岸罐计量只能作为参考。方式二在理论上可行,但在实际工作中,刮板流量计在测量汽油介质时,没有自润滑功能,常年运转会造成泄流量逐年增加,根据在线实液检定数据显示,最大时误差已达到-0.5%,无法满足交接计量的要求。经过调研和论证,提出采用质量流量计成品油装船计量系统替代以往计量方式,并对该系统的设计及其在实际中的应用进行了论述和分析。
一、系统设计要求
1.符合国家和行业标准
计量系统的不确定度应满足国家规定或行业要求,选用的流量计及其他配套设备能够溯源至国家基准,确保计量仪表符合法制计量要求,避免安装后无法检定或校准。成品油装船流量计系统不确定度为0.25%,满足《中国石油天然气股份有限公司炼油与销售分公司成品油计量管理规范》第六章第二十六条“采用流量计装船计量时,以流量计仪表数为准,发货方与承运方共同监督计量。流量计须经省级以上技术监督局授权委托、股份公司指定的计量检测机构在线实液检定合格,系统不确定度优于0.35%”的要求。
2.工艺要求
锦州石化公司成品油装船计量系统,瞬时流量为(400~900)t/h,油温为-30℃~50℃,压力为(0.1~0.5)MPa的工艺要求:为了能灵活地根据流量选择不同的运行台数,每条管线采用两台流量计并联的计量回路,使流量计运行在上限流量的60%~80%,以保证流量计的计量准确性。
3.系统设计
系统采用DS600质量流量计,成品油装船流量计计量系统增加了在线实液检定接口,其原理图如图1所示,F1~F6为DN150球阀,F7~F10为DN25闸阀,Y1~Y4为压力表;Z1~Z2为质量流量计,M为在线标准密度计,T1为标准体积管检定装置,C1~C4为质量流量计支撑。
4.流量计安装位置
因为质量流量计对管线震动、强电磁场以及安装应力敏感,因此,流量计安装地点应尽量远离泵出口、较大电机等用电设备。流量计安装位置还应考虑现场安装及方便专业人员进行维修作业,并考虑流量计拆卸时计量介质排放、收集,以减少环境污染。
5.背压控制
计量时由于介质饱和蒸汽压高,质量流量计测量管实际流通口径较小,当流速较大及流量计出口端背压低于介质在工况下的饱和蒸汽压时,在输送过程中或静止状态下极易产生汽化(或气穴)现象,直观表现为流量计显示的密度会明显低于实际值,在非计量期间有时会产生较大幅度的零点漂移量,因此,应考虑流量计出口背压控制手段,压力应满足下式要求:
流量计出口端是否设计压力控制或调节系统,取决于被计量介质的物性和环境变化,如果确认被计量介质不会出现汽化现象,则没必要设计背压控制设施。
二、系统数据采集及处理软件
1.数据采集及计算
数据采集主要包括:质量流量计累计质量(TOT),t;瞬时质量流量,t/h;工况密度ρt,kg/m3;工况温度t,℃。每分钟采集一次数据。
2.软件计算
软件计算包括:工况平均密度ρt,kg/m3;工况平均温度t,℃;油品体积,m3;标准体积V20,m3;根据人工输入标准密度ρ20,kg/m3,自动选择F值,出库单油量。其中出库单油量计算公式为
数据库管理功能,提供查询功能(查询特征值包括品种、日期或船名),历史曲线功能(包括温度曲线、密度曲线、质量流量曲线),权限分级管理、打印等功能。
三、系统应用
1.曲线实例及分析
图2为实际某次成品油装船过程中的瞬时流量、累积流量、温度、密度曲线。
通过观察装船全过程的瞬时流量、累积流量、温度、密度曲线可知:该系统计量结果准确、高效,对处理计量争议提供了有力的证据。
2.数据对比
新、旧方法数据对比相对误差如表2所示。
四、结束语
通过上述对比数据可以看出,采用质量流量计后的成品油装船计量系统不仅提高了自动化程度,从根本上降低了人为因素产生的影响,同时提高了成品油装船计量系统的准确度和重复性,减小了计量误差。该系统一年为公司减少1560吨成品油的损失,为公司减少损失1014万元,经济效益可观。(end)
一、系统设计要求
1.符合国家和行业标准
计量系统的不确定度应满足国家规定或行业要求,选用的流量计及其他配套设备能够溯源至国家基准,确保计量仪表符合法制计量要求,避免安装后无法检定或校准。成品油装船流量计系统不确定度为0.25%,满足《中国石油天然气股份有限公司炼油与销售分公司成品油计量管理规范》第六章第二十六条“采用流量计装船计量时,以流量计仪表数为准,发货方与承运方共同监督计量。流量计须经省级以上技术监督局授权委托、股份公司指定的计量检测机构在线实液检定合格,系统不确定度优于0.35%”的要求。
2.工艺要求
锦州石化公司成品油装船计量系统,瞬时流量为(400~900)t/h,油温为-30℃~50℃,压力为(0.1~0.5)MPa的工艺要求:为了能灵活地根据流量选择不同的运行台数,每条管线采用两台流量计并联的计量回路,使流量计运行在上限流量的60%~80%,以保证流量计的计量准确性。
3.系统设计
系统采用DS600质量流量计,成品油装船流量计计量系统增加了在线实液检定接口,其原理图如图1所示,F1~F6为DN150球阀,F7~F10为DN25闸阀,Y1~Y4为压力表;Z1~Z2为质量流量计,M为在线标准密度计,T1为标准体积管检定装置,C1~C4为质量流量计支撑。
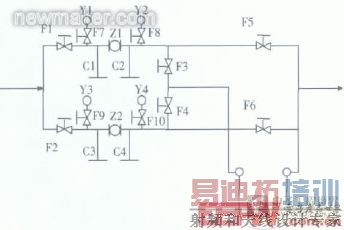
图1 系统原理图
4.流量计安装位置
因为质量流量计对管线震动、强电磁场以及安装应力敏感,因此,流量计安装地点应尽量远离泵出口、较大电机等用电设备。流量计安装位置还应考虑现场安装及方便专业人员进行维修作业,并考虑流量计拆卸时计量介质排放、收集,以减少环境污染。
5.背压控制
计量时由于介质饱和蒸汽压高,质量流量计测量管实际流通口径较小,当流速较大及流量计出口端背压低于介质在工况下的饱和蒸汽压时,在输送过程中或静止状态下极易产生汽化(或气穴)现象,直观表现为流量计显示的密度会明显低于实际值,在非计量期间有时会产生较大幅度的零点漂移量,因此,应考虑流量计出口背压控制手段,压力应满足下式要求:

流量计出口端是否设计压力控制或调节系统,取决于被计量介质的物性和环境变化,如果确认被计量介质不会出现汽化现象,则没必要设计背压控制设施。
二、系统数据采集及处理软件
1.数据采集及计算
数据采集主要包括:质量流量计累计质量(TOT),t;瞬时质量流量,t/h;工况密度ρt,kg/m3;工况温度t,℃。每分钟采集一次数据。
2.软件计算
软件计算包括:工况平均密度ρt,kg/m3;工况平均温度t,℃;油品体积,m3;标准体积V20,m3;根据人工输入标准密度ρ20,kg/m3,自动选择F值,出库单油量。其中出库单油量计算公式为

表1 空气浮力修正系数F 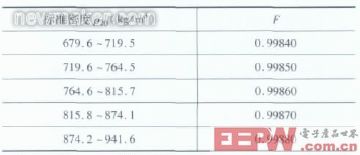
数据库管理功能,提供查询功能(查询特征值包括品种、日期或船名),历史曲线功能(包括温度曲线、密度曲线、质量流量曲线),权限分级管理、打印等功能。
三、系统应用
1.曲线实例及分析
图2为实际某次成品油装船过程中的瞬时流量、累积流量、温度、密度曲线。
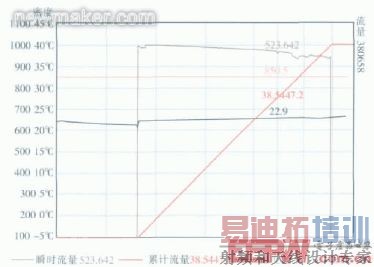
图2 瞬时流量、累积流量、温度、密度曲线
通过观察装船全过程的瞬时流量、累积流量、温度、密度曲线可知:该系统计量结果准确、高效,对处理计量争议提供了有力的证据。
2.数据对比
新、旧方法数据对比相对误差如表2所示。
表2 新、旧方法数据对比相对误差 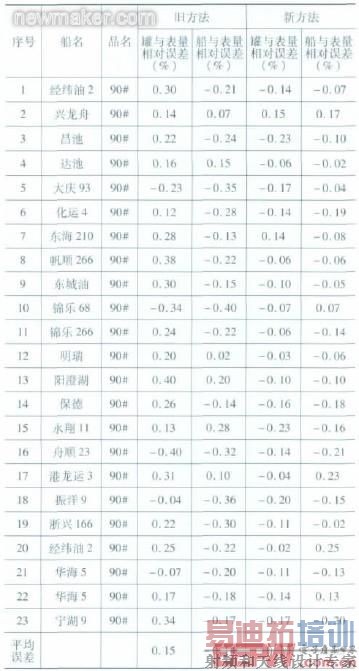
四、结束语
通过上述对比数据可以看出,采用质量流量计后的成品油装船计量系统不仅提高了自动化程度,从根本上降低了人为因素产生的影响,同时提高了成品油装船计量系统的准确度和重复性,减小了计量误差。该系统一年为公司减少1560吨成品油的损失,为公司减少损失1014万元,经济效益可观。(end)

