- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
射线实时成像检验技术在复合材料桨叶检测中的实践运用
录入:edatop.com 点击:
采用射线实时成像检验技术对复合材料桨叶进行射线检测,与采用射线照相检测技术检测复合材料桨叶相比,采用实时成像检验技术检测复合材料桨叶缩短了检测时间,提高了工作效率。
复合材料的迅速普及与应用,为复合材料及产品的检测提出了越来越高的要求。近年来射线检测方法的不断更新与快速发展,使得射线检测能力和检测范围都有不同程度的提高。由于射线检测具有影像直观、便于保存等特点,射线检测仍然是复合材料无损检测最直接、最有效的检测方法之一。其依据被检工件的成分、密度、厚度等不同,对射线产生不同的吸收或散射的特性和被检工件的质量、尺寸、特性等做出判断。
射线实时成像检验技术
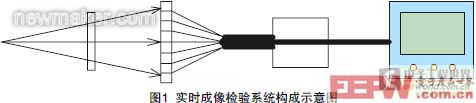
射线实时成像检验技术,是随着成像物体的变动图像迅速改变的电子学成像方法,即在透照的同时就可观察到所产生的图像的检验方法[1]。图1所示为实时成像检验系统构成示意图。
当强度均匀的射线束透照射物体时,如果物体局部区域存在缺陷或结构存在差异,它将改变物体对射线的衰减,使得不同部位透射射线强度不同,这样,采用一定的检测器检测透射射线强度,就可以判断物体内部的缺陷和物体分布等[1]。
2 射线实时成像检验技术的特点
射线实时成像检验技术的主要优点是动态快速检验,采用闪烁晶体或荧光物质与光电倍增器构成检测器拾取信号,直接得到数字化图像,可进行近似实时的质量评定[1]。
射线实时成像检验技术在复合材料桨叶检测中的实践运用
1 缩短了复合材料桨叶的检测时间,大大提高了工作效率
采用射线实时成像检验技术对复合材料桨叶进行射线检测,与采用射线照相检测技术检测复合材料桨叶相比,采用实时成像检验技术检测复合材料桨叶缩短了检测时间,提高了工作效率。主要体现在2个方面:
(1)省去了胶片剪裁、包装时间和胶片暗室处理时间。
采用射线照相检验技术检测每片复合材料桨叶所需的胶片剪裁、包装时间和胶片暗室处理时间至少为140min,而采用射线实时成像检验技术不需要胶片。
(2)缩短了检测时间。
复合材料为低密度材料,采用射线照相检验技术检测复合材料桨叶时,为了得到质量较好的底片,只有在射线能够穿透零件的条件下选用较低的能量,采用较大的曝光量对复合材料桨叶进行检测,这样才可以得到更好质量的射线底片,其影像清晰。按每片桨叶平均透照40次计算,透照一片桨叶需240min。而采用射线实时成像检验技术,零件被检测时,由射线转换器得到的信号,经A/D变换(或已直接完成数字化)送图像处理部分,通过图像数据处理改进图像质量;并通过计算机、软件和一些辅助设备(如监视器、摄像机等),实现对整个射线实时成像检验系统的检验过程的控制。这样,图像每次成像时间约6s, 大大提高了工作效率。
2 降低了成本,节约了能源
与射线实时成像检验技术相比,采用射线照相检验技术检测复合材料桨叶需要使用胶片,检测每片复合材料桨叶平均所需胶片费用至少560元,按检测20片复合材料桨叶计算,所需的胶片费用至少需11200元。另外,曝光后的胶片需进行暗室处理,期间还需产生一定量的胶片处理用溶液的费用。而采用射线实时成像检验技术对复合材料桨叶进行检测,只需将所得图像存储在电脑中或经刻录后存储在光盘中,每张光盘约10元,而每张光盘至少可存储20片桨叶图像。
3 零件各结构单元配合状态图像显示更清晰、检测效果更好
一般来说,复合材料制件的制作工艺不同于金属件,其内部缺陷同样与制作工艺密切相关。制作工艺不同,产生的缺陷也存在差异。缠绕法、铺层法等是制作构件的常用工艺,所以选择透照方法时,应考虑工件的加工工艺或成形工艺特点可能产生的缺陷特点,选择最有利于发现缺陷的方向进行透照[1]。
复合材料的透照方法有:垂直透照法(即中心射线束垂直透照制件的透照方法)、平行透照法(即中心射线束与锥形件的轴线或制件的铺层方向平行的透照方法)、切线透照法(即中心射线束与锥形件、筒形件和管形件的圆弧面相切的透照方法)、斜线透照法(即中心射线束与筒形件和容器制件的中心轴成一定倾角的透照方法)[2]。
辐射,即通常所称的射线。对于工业射线检测技术,在辐射防护方面面对的主要问题是外照射防护。辐射作用于生物体时由于电离作用,将造成生物体的细胞、组织、品管等的损伤,引起病理反应,产生辐射生物效应。 [p]
(1)时间。减少受到照射的时间可以减少接受的照射剂量。在照射率一定时,由于:
剂量=剂量率× 时间,(1)因此,针对照射率的大小可以确定容许的受到照射时间。
(2)距离。将辐射源视为点源,则辐射场中某点的照射剂量与该点和源的距离的平方成反比,即:D1/D2=F12/F22,(2)其中,F1为源与辐照场中点1 的距离;F2为源与辐照场中点2的距离;D1为辐照场中点1的照射剂量;D2为辐照场中点2的照射剂量;这样,距离增大将迅速降低受到的照射剂量。
通过采取上述方法尽量降低辐射对人体可能造成的危害。而采用射线实时成像检验技术检测复合材料桨叶时,由于该设备采用“钢- 铅- 钢”结构屏蔽射线,并经有关资质部门检测,该设备的辐射泄漏符合GB18871-2002标准,操作人员可以安全地进行检测作业。这样,操作人员不但可以放心地操作设备,射线机发射射线时还可以近距离地通过铅玻璃随时观察被检测物体,随时调整被检测物的位置、被检方向等。
结束语
随着复合材料射线检测的不断深入,射线实时成像检验技术将会发挥越来越重要的作用,为复合材料桨叶的发展和进一步研究奠定坚实的基础。
参 考 文 献
[1] 郑世才.射线检测,北京:机械工业出版社,2004.
[2] 中国航天科技集团公司第一研究院第七零三研究院.FL9360纤维增强复合材料无损检测方法,第2部分.X射线照相检验.(end)
复合材料的迅速普及与应用,为复合材料及产品的检测提出了越来越高的要求。近年来射线检测方法的不断更新与快速发展,使得射线检测能力和检测范围都有不同程度的提高。由于射线检测具有影像直观、便于保存等特点,射线检测仍然是复合材料无损检测最直接、最有效的检测方法之一。其依据被检工件的成分、密度、厚度等不同,对射线产生不同的吸收或散射的特性和被检工件的质量、尺寸、特性等做出判断。
射线实时成像检验技术
射线实时成像检验技术,是随着成像物体的变动图像迅速改变的电子学成像方法,即在透照的同时就可观察到所产生的图像的检验方法[1]。图1所示为实时成像检验系统构成示意图。
当强度均匀的射线束透照射物体时,如果物体局部区域存在缺陷或结构存在差异,它将改变物体对射线的衰减,使得不同部位透射射线强度不同,这样,采用一定的检测器检测透射射线强度,就可以判断物体内部的缺陷和物体分布等[1]。
2 射线实时成像检验技术的特点
射线实时成像检验技术的主要优点是动态快速检验,采用闪烁晶体或荧光物质与光电倍增器构成检测器拾取信号,直接得到数字化图像,可进行近似实时的质量评定[1]。
射线实时成像检验技术在复合材料桨叶检测中的实践运用
1 缩短了复合材料桨叶的检测时间,大大提高了工作效率
采用射线实时成像检验技术对复合材料桨叶进行射线检测,与采用射线照相检测技术检测复合材料桨叶相比,采用实时成像检验技术检测复合材料桨叶缩短了检测时间,提高了工作效率。主要体现在2个方面:
(1)省去了胶片剪裁、包装时间和胶片暗室处理时间。
采用射线照相检验技术检测每片复合材料桨叶所需的胶片剪裁、包装时间和胶片暗室处理时间至少为140min,而采用射线实时成像检验技术不需要胶片。
(2)缩短了检测时间。
复合材料为低密度材料,采用射线照相检验技术检测复合材料桨叶时,为了得到质量较好的底片,只有在射线能够穿透零件的条件下选用较低的能量,采用较大的曝光量对复合材料桨叶进行检测,这样才可以得到更好质量的射线底片,其影像清晰。按每片桨叶平均透照40次计算,透照一片桨叶需240min。而采用射线实时成像检验技术,零件被检测时,由射线转换器得到的信号,经A/D变换(或已直接完成数字化)送图像处理部分,通过图像数据处理改进图像质量;并通过计算机、软件和一些辅助设备(如监视器、摄像机等),实现对整个射线实时成像检验系统的检验过程的控制。这样,图像每次成像时间约6s, 大大提高了工作效率。
2 降低了成本,节约了能源
与射线实时成像检验技术相比,采用射线照相检验技术检测复合材料桨叶需要使用胶片,检测每片复合材料桨叶平均所需胶片费用至少560元,按检测20片复合材料桨叶计算,所需的胶片费用至少需11200元。另外,曝光后的胶片需进行暗室处理,期间还需产生一定量的胶片处理用溶液的费用。而采用射线实时成像检验技术对复合材料桨叶进行检测,只需将所得图像存储在电脑中或经刻录后存储在光盘中,每张光盘约10元,而每张光盘至少可存储20片桨叶图像。
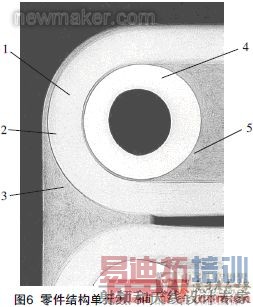
3 零件各结构单元配合状态图像显示更清晰、检测效果更好
一般来说,复合材料制件的制作工艺不同于金属件,其内部缺陷同样与制作工艺密切相关。制作工艺不同,产生的缺陷也存在差异。缠绕法、铺层法等是制作构件的常用工艺,所以选择透照方法时,应考虑工件的加工工艺或成形工艺特点可能产生的缺陷特点,选择最有利于发现缺陷的方向进行透照[1]。
复合材料的透照方法有:垂直透照法(即中心射线束垂直透照制件的透照方法)、平行透照法(即中心射线束与锥形件的轴线或制件的铺层方向平行的透照方法)、切线透照法(即中心射线束与锥形件、筒形件和管形件的圆弧面相切的透照方法)、斜线透照法(即中心射线束与筒形件和容器制件的中心轴成一定倾角的透照方法)[2]。

图2 垂直透照法

图3 平行透照法
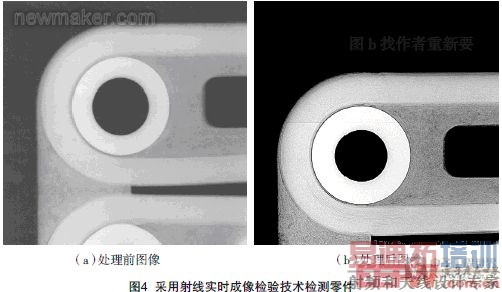

图5 采用射线照相检验技术检测零件
辐射,即通常所称的射线。对于工业射线检测技术,在辐射防护方面面对的主要问题是外照射防护。辐射作用于生物体时由于电离作用,将造成生物体的细胞、组织、品管等的损伤,引起病理反应,产生辐射生物效应。 [p]
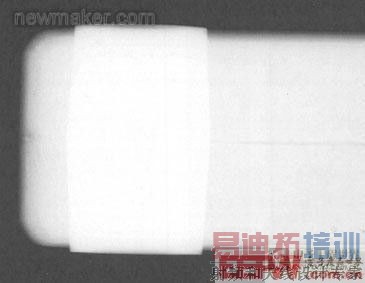
图7 图像的负片显示形式
(1)时间。减少受到照射的时间可以减少接受的照射剂量。在照射率一定时,由于:
剂量=剂量率× 时间,(1)因此,针对照射率的大小可以确定容许的受到照射时间。
(2)距离。将辐射源视为点源,则辐射场中某点的照射剂量与该点和源的距离的平方成反比,即:D1/D2=F12/F22,(2)其中,F1为源与辐照场中点1 的距离;F2为源与辐照场中点2的距离;D1为辐照场中点1的照射剂量;D2为辐照场中点2的照射剂量;这样,距离增大将迅速降低受到的照射剂量。

图8 图像的正片显示形式
通过采取上述方法尽量降低辐射对人体可能造成的危害。而采用射线实时成像检验技术检测复合材料桨叶时,由于该设备采用“钢- 铅- 钢”结构屏蔽射线,并经有关资质部门检测,该设备的辐射泄漏符合GB18871-2002标准,操作人员可以安全地进行检测作业。这样,操作人员不但可以放心地操作设备,射线机发射射线时还可以近距离地通过铅玻璃随时观察被检测物体,随时调整被检测物的位置、被检方向等。
结束语
随着复合材料射线检测的不断深入,射线实时成像检验技术将会发挥越来越重要的作用,为复合材料桨叶的发展和进一步研究奠定坚实的基础。
参 考 文 献
[1] 郑世才.射线检测,北京:机械工业出版社,2004.
[2] 中国航天科技集团公司第一研究院第七零三研究院.FL9360纤维增强复合材料无损检测方法,第2部分.X射线照相检验.(end)
上一篇:氧气传感器在节能减排领域中的应用
下一篇:基于质量流量计的成品油装船计量系统

