- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
频闪灯及其在印刷检验系统中的应用
录入:edatop.com 点击:
在现代工业自动化生产中 ,涉及到各种各样的检查、 测量和零件识别工作 ,其共同特点是连续大批量生产、 对外观质量的要求非常高 ,通常这种高度重复性的工作只能靠人工检测来完成。生产线上的微小尺寸精确快速测量、 形状匹配、 颜色辨识等 ,由于被观测物体高速运动 ,人眼无法连续稳定地进行观察和检验 ,易出差错。频闪灯观测技术能较好地解决此难题。
频闪灯也叫频闪静像仪或转速计 ,是能够使作振动、 高速旋转或周期运动构件变成“ 静止不动 ” 构件的一种光学测量装置。PS系列频闪灯外观如图 1所示。
1 频闪仪构成和工作原理
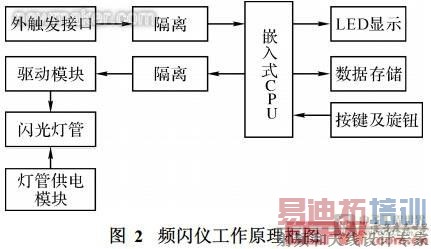
频闪灯的工作原理是根据设定的频率或根据外触发频率来控制闪光灯的闪烁频率 ,作为一个完整的系统包括人机显示界面、调节和功能选择按键、闪光控制模块、闪光灯供电模块和外触发自动跟踪模块等。频闪仪的工作原理框图 ,如图 2所示。
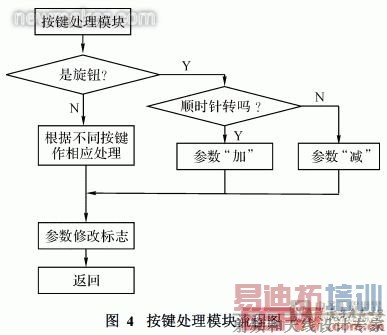
为了达到使用方便、性能稳定、控制精确等效果 ,整个软件系统的设计就显得很重要。另外 ,在频闪灯控制系统中还存在一个核心和难点的技术 ,就是要保证闪光灯的供电电压稳定。只有保证电压的稳定性才能保证灯管闪烁的亮度一致 ,才能使闪光灯在高频的情况下不会出现漏闪现象。因为灯管在不同频段闪烁的时候消耗的功率是不定的 ,所以难以控制。当频闪灯作为光源用于印刷质量检验时 ,对频闪灯的性能又提出了一个更高的要求。频闪灯在收到触发信号后至灯管闪烁的时间必须一致 ,所以程序控制和电路设计就显得更为重要。图 3是软件系统主程序流程图 ,图 4是按键处理模块流程图 ,图 5是外触发处理模块流程图。3个流程图说明了整个软件系统的工作模式 ,实现频闪仪的频闪及自动频率跟踪功能。
频闪灯也叫频闪静像仪或转速计 ,是能够使作振动、 高速旋转或周期运动构件变成“ 静止不动 ” 构件的一种光学测量装置。PS系列频闪灯外观如图 1所示。

1 频闪仪构成和工作原理
频闪灯的工作原理是根据设定的频率或根据外触发频率来控制闪光灯的闪烁频率 ,作为一个完整的系统包括人机显示界面、调节和功能选择按键、闪光控制模块、闪光灯供电模块和外触发自动跟踪模块等。频闪仪的工作原理框图 ,如图 2所示。
为了达到使用方便、性能稳定、控制精确等效果 ,整个软件系统的设计就显得很重要。另外 ,在频闪灯控制系统中还存在一个核心和难点的技术 ,就是要保证闪光灯的供电电压稳定。只有保证电压的稳定性才能保证灯管闪烁的亮度一致 ,才能使闪光灯在高频的情况下不会出现漏闪现象。因为灯管在不同频段闪烁的时候消耗的功率是不定的 ,所以难以控制。当频闪灯作为光源用于印刷质量检验时 ,对频闪灯的性能又提出了一个更高的要求。频闪灯在收到触发信号后至灯管闪烁的时间必须一致 ,所以程序控制和电路设计就显得更为重要。图 3是软件系统主程序流程图 ,图 4是按键处理模块流程图 ,图 5是外触发处理模块流程图。3个流程图说明了整个软件系统的工作模式 ,实现频闪仪的频闪及自动频率跟踪功能。
 [p]
[p]
 2 频闪仪主要技术指标
2 频闪仪主要技术指标
经过特别设计 ,系列化的频闪仪外观如图 1所示 ,主要技术指标如下 :
(1)电 源 :交流 220 ±10%V, 2A, 50Hz。
(2)功 率 :最大功率低于 200W。
(3)内触发频率范围 : 1~500Hz。
(4)外触发频率范围 : 1~500Hz。
(5)单次工作时间 :由功能键任意设定 (单位 :30s)。
(6)环境光照度 :低于 10 000lx。
(7)外部触发信号范围 : 5~12V脉冲信号。
(8)照射最大宽度 :视频闪仪长度而定。
(9)尺寸 (长 ×宽 ×高 ) :800mm ×115mm ×180mm (三联 ) ,1250mm ×115mm ×180mm (四联 )。
3 频闪仪典型应用
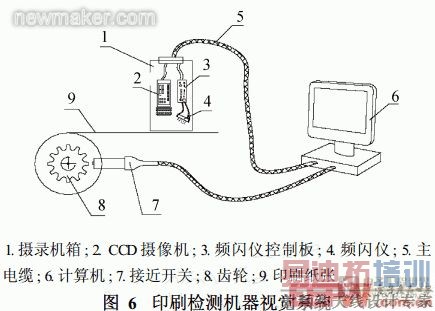
如图 6所示 ,印刷机器视觉系统主要包括 :频闪照明光源、CCD照相机、图像处理单元 (或图像捕获卡 )、图像处理软件、监视器、通信 /输入输出单元等。首先采用摄像机获得被测目标的图像信号 ,而采集信号必须由频闪仪按 CCD采样频率频闪照明、采样 (摄取高质量图像 ) ,然后通过 A / D 转换变成数字信号传送给专用的图像处理系统 ,根据像素分布、亮度和颜色等信息 ,进行各种运算来抽取目标的特征 ,然后再根据预设的判别准则输出判断结果 ,去控制驱动执行机构进行相应处理。
 该系统中 ,高质量的光源与照明方案往往是整个系统成败的关键 ,起着非常重要的作用 ,它并不是简单的照亮物体而已。光源与照明方案的配合应尽可能地突出物体特征量 ;在物体需要检测的部分与那些不重要部份之间应尽可能地产生明显的区别 ,增加对比度 ;同时还应保证足够的整体亮度 ;物体位置的变化不应该影响成像的质量。在机器视觉应用系统中 ,一般使用透射光和反射光。对于反射光情况应充分考虑光源和光学镜头的相对位置、物体表面的纹理 ;物体的几何形状、背景等要素。光源的选择必须符合所需的几何形状、照明亮度、均匀度、发光的光谱特性等 ;同时还要考虑光源的发光效率和使用寿命。
该系统中 ,高质量的光源与照明方案往往是整个系统成败的关键 ,起着非常重要的作用 ,它并不是简单的照亮物体而已。光源与照明方案的配合应尽可能地突出物体特征量 ;在物体需要检测的部分与那些不重要部份之间应尽可能地产生明显的区别 ,增加对比度 ;同时还应保证足够的整体亮度 ;物体位置的变化不应该影响成像的质量。在机器视觉应用系统中 ,一般使用透射光和反射光。对于反射光情况应充分考虑光源和光学镜头的相对位置、物体表面的纹理 ;物体的几何形状、背景等要素。光源的选择必须符合所需的几何形状、照明亮度、均匀度、发光的光谱特性等 ;同时还要考虑光源的发光效率和使用寿命。
该系统通过摄像机在频闪仪的配合使用下高品质摄取生产线上印刷品的图像 , 并把图像显示在显示器上 , 图像刷新速度可调 , 以便于检测人员对印刷产品进行抽检 ,通过对摄取的图像的处理和分析 ,可精确检测纵向和横向套色偏差并采用全数字化交变频伺服驱动器进行位置校正 , 同时 , 通过定量分析图像的相关参数来检测其他一些重要因素如各色油墨的质量、墨屑等。
4 结束语
该系统应用机器视觉代替人的视觉 ,可对影响印刷质量的各种因素包括横向、纵向套色偏差定量分析和自动控制 , 系统还具有现场图像监测、自动颜色对比监测等功能。
参考文献:
[1 ] [加 ]泽雷尔 (Zurell, K. ). 嵌入式系统的 C程序设计[M ].艾克武等译.北京:机械工业出版社 , 2002.
[2 ] 颜发根 ,丁少华 ,陈 乐 ,等.基于 PC的机器视觉系统[J ] . PLCFA, 2004 (7): 129 - 140.
[3 ] 贾云得.机器视觉 [M ].北京:科学出版社 , 2000. 51.

