- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
泡罩包装密封测试技术应用
录入:edatop.com 点击:
对于包装行业来说,药片和胶囊的泡罩包装在很多方面是独一无二的。泡罩包装出名于它的实用性,对于检漏行业难以克服的难题却是泡罩包装独特的设计。
产品通常被放在拥有7个或14个泡罩的包装中以提醒使用者服用周期。很薄的薄膜使人们很容易使用,纸箔的薄膜可以使孩子远离。有的包装采用不透光材料来制作泡罩材料以使孩子不能看到里面像糖果一样的药片,也有的是因为可以防止里面的彩色药片因为受光而褪色。
对于包装工程师来说,以上对于保护产品是很实用的工具。对于质量和过程工程师来说,这些泡罩包装的特性提供了一个挑战。
毫无疑问,将药片和胶囊包装起来是一个需要严格控制的过程。
将固定形状的产品放入一个固定形状的的腔体内然后覆盖上一层软薄膜材料来完成整个包装过程。药片和胶囊流水线可以不间断的重复这些过程来处理产品,因此随机性的包装损坏会很少。
随机性的包装损坏通常和产品难以被流水线式的放入包装有关,包装的损坏通常是源于产品本身。当重要产品的包装可能会发生随机损坏的时候,100%的包装检测是很重要的。泡罩包装线不需要100%在线全检,因为产品包装流程是可被控的从而随机性的包装损坏不会发生。
泡罩行业的包装损坏通常是流程所致。泡罩的薄膜很容易受到微小漏洞的影响,极微小漏洞会迅速扩大成50微米以上的漏洞。冷冻泡罩包装的裂痕可能来源于制作阶段。任何在过程中可能接触到包装表面的物质表面都有可能会带起碎片从而划伤、割伤泡罩包装。所以必须要从源头-控制包装流程做起。
很多检验要求都要求控制包装流程,伴随着每小时或每半小时的检验,就能对最终产品的质量有良好的把控。大多数的检验还要求泡罩包装中一定数量的腔体需要被检验,当然这些腔体都在同一个包装中。
另一个对于泡罩包装有趣的方面是尽管每个腔体都是独立的,他们也是互相关联的。如果两个腔体之间的密封有泄露,它并不会影响产品的消毒和本身的质量,除非其中一个泡罩腔体有朝包装外的漏洞。
考虑到现今新的药物运输系统,药品通常对于潮湿都极端敏感。在通常的室温和湿度环境下,如果包装有泄露,可能几分钟的运输,药品就会变得无效。如果在泡罩包装相邻的两个腔体有漏洞,其中一个腔体内的药片或胶囊已经被使用,那么另外一个腔体包装其实也被破坏了。用染料渗透法和系统检漏方法来测试腔体间的漏洞并不常见,但是对于那些新的、更敏感的产品,就需要考虑用这些方式了。
系统检漏法简单的来说就是测试整个包装。如果没有漏洞,那么先在其中一个泡罩中人工创造一个,然后重新测试包装看是否这个漏洞会引起相邻泡罩产生漏洞。通过系统的在包装中创造泄露来确保每个泡罩中都是没有泄露的。这个方法对于大多数的生产环境来说是不实用的,而使用染料的方法则非常无趣。相对的,针对这种应用,有几种无损的方法可以考虑。
对于测试包装整体性来说,泡罩包装是非常独特的。过去,最广泛使用的方式是染料法,唯一的成本是一袋或者一桶染料和被污染的双手。看起来很简单,但是30年前的生产标准和产品质量标准是不一样的。染料法中的主观性被人们在意起来,质量管理实验室的技术人员希望知道是否染料真的漏进了包装。作为验证的方法,染料法是非常普遍的。对于生产来说,染料法正变得很难去实施。和其他任何有生命周期的方法一样,很难马上就放弃染料法。但是对于泡罩行业来说,现在已经可以认识到染料法并不一定是最好的测试方法。新技术使得我们可以更快、更有效率、更精准而且无损的来测试泡罩包装。
理想的泡罩包装检漏仪
理想的泡罩包装检漏系统是存在的。这个检漏仪应该并能够达到以下标准:
1. 对包装没有损坏
2. 不需要任何样品的准备
3. 检测从1000微米到1至2微米的漏孔。检测大漏孔时不是很灵敏。由于单独泡罩内的气体非常少使检测大漏孔成为一个巨大的挑战。
4. 对包装材料没有要求:
A.金属或非金属
B.透明或不透明
C. 塑料的或橡胶的
D.光滑的或粗糙的
E. 定制化的或有印刷的
5. 能很快的进行检验使用于数据流程控制的高样品检测率或100%在线质量控制成为可能
6. 通过即时的数据反馈可以在任何时间和包装的任何部位知道漏洞的地点和漏洞发生的频率。
7. 不影响生产:
a. 快速和简单的转换
b. 多条生产线环境下也很实用
c. 不需要很多的维护
d. 用户友好界面
e. 管理友好
f. 提供定性、定量数据收集
g. 容易验证,保证数据的完整性
h. 可以联网
有挑战的应用
泡罩包装因为以下的特征,被检漏行业认为是一个很有挑战的应用:
1. 包装可以自由伸缩
2. 一个包装内有多个腔体
3. 每个腔体内的气体很少
4. 在自动包装生产线上的生产速率很高
5. 自动包装生产线的流动性导致经常性的更换生产的泡罩包装
6. 使用多种材料
7. 通常是相对昂贵的产品在一个相对便宜的容器中
8. 行业对产品有很高的监管和要求 [p]
检漏方法
包装膨胀-包装需要在一定的压力下,引发可以检测的漏孔。实践中对于泡罩包装的检漏测试都使用真空(或真空压)。有关的事项是
a. 压力不能太大以避免挤爆包装
b. 另一方面,需要在泡罩包装的内外创造足够的压差来确保通过漏孔的空气流动可以被检测到
c. 从大气压抽到真空需要时间,在这个期间内,有些检测仪是不精确的。在检测开始前,泡罩包装腔体内的少量气体可能在抽真空时从相对较大的漏孔中一起被抽掉
检测腔体-大多数的检测方式都使用硬的检测腔体。美国专利5,513,516形容了一种使用真空衰减方式利用软质的腔体墙/囊作为检漏软容器的用途
漏孔检测传感器-检测漏孔的方法大多数根据所选用的漏孔检测传感器不同而不同;
1. 通过空气在水中产生的气泡而用肉眼观察(破坏包装的方式)
2. 通过颜料是否从泡罩中漏出用肉眼观察(破坏包装的方式)
3. 泡罩封盖的变形:
- 触点传感器
- 接近传感器
- 无接触(激光感应传感器,非接触图形成像)
4. 触点式测压原件检测泡罩薄膜压力
5. 真空衰减
- 压力检测传感器
- 压差传感器
泡罩包装
小于50微米的漏孔通过压差是可以检测到的。关键在于不仅需要检测泡罩包装微小的漏孔,还要检测大于50微米的漏孔。
因为大多数泡罩生产过程中造成的漏孔都大于50微米,这也有生产工艺的原因。
所有检测泡罩包装漏孔的方式或多或少都依赖于检测包装的物理伸缩或者薄膜的变化。如果有一种测试可以精确的检测检漏测试中包装物理性能方面的变化,那么它就极有可能可以检测所有的关键漏孔。问题的关键是这样的测试对于泡罩包装生产线实用么?更重要的是,这个方式是否真的没有破坏性?
允许薄膜自由伸缩
使用一种测试方法,泡罩外被抽真空,薄膜由于可以自由伸缩所以会被完全的撑开。下面是一个泡罩包装腔体内的压力分析。
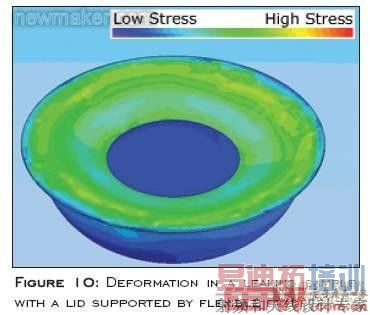
变形
从图形上可以判断,最大的变形在薄膜的中间部分,大约是200微米。腔体内气体体积的变化大约是0.13立方厘米。腔体内的气体压力大约是75kpa(11psi)。所以压差仅仅是45kpa(6.5psi)。在这种情况下,1立方厘米每分钟的泄漏速度相当于12微米漏孔。
压力
有泄漏的样品
如果真空测试腔体内的压力和泡罩腔体内的压力因为相对较大的漏孔很快就达到了一致,有漏孔的腔体将不会发生变形。然而,如果测试腔体被抽真空的速度快于泡罩包装内气体通过一个相对较小的漏孔溢出的速度,塑料(非橡胶)包装会在抽真空的阶段发生变形。由于没有显著的外力压迫薄膜向下(因为薄膜是可以自由伸缩的),即便在腔体内的气体通过漏孔漏出,腔体内的压力和真空腔体的压力一致以后,它也会保持膨胀状态(圆顶)。因此有很小漏孔的泡罩包装可能会和无泄漏的泡罩包装看上去一样。
总结
对于可以自由伸缩的薄膜泡罩包装来说,检漏测试很有可能是破坏性的。水检和真空衰减法都有可能没检测出相对较大的漏孔,染料渗透要求操作员仔细观察是否有染料进入到了包装内。即便有最好的眼力和最好的测试环境,错误的判断没有泄露或没判断出有泄露都可能发生。无接触的激光探测传感器和接近传感器仅适用于相对较大的漏孔。薄膜的变形或者不变形和漏孔的大小并没有正面的相关性。
使用触点传感器检测薄膜-完好无泄漏的样品
一些检测方法采用触点传感器来检测泡罩包装完全膨胀时的压力。如果在测试过程中,传感器感觉到的压力减少了说明有泄露。
最大的变形程度发生在薄膜的中间区域,大约是37微米,然后在薄膜正中的变形只有大约20微米。这说明传感器需要接触包装表面的力量必须非常小(小于150g)以使变形程度是可以测量出来的。泡罩腔体内部的空气量变化大约是0.02立方厘米,腔体内空气的压力约为96kpa(14psi)。因此压差大约是64kpa(9.3psi)。
分析显示,危险的压力集中于薄膜的接触点位置,在这个条件下测试可能会是破坏性的。
通过触觉传感器检测的薄膜-有漏孔的样品
产品通常被放在拥有7个或14个泡罩的包装中以提醒使用者服用周期。很薄的薄膜使人们很容易使用,纸箔的薄膜可以使孩子远离。有的包装采用不透光材料来制作泡罩材料以使孩子不能看到里面像糖果一样的药片,也有的是因为可以防止里面的彩色药片因为受光而褪色。
对于包装工程师来说,以上对于保护产品是很实用的工具。对于质量和过程工程师来说,这些泡罩包装的特性提供了一个挑战。
毫无疑问,将药片和胶囊包装起来是一个需要严格控制的过程。
将固定形状的产品放入一个固定形状的的腔体内然后覆盖上一层软薄膜材料来完成整个包装过程。药片和胶囊流水线可以不间断的重复这些过程来处理产品,因此随机性的包装损坏会很少。
随机性的包装损坏通常和产品难以被流水线式的放入包装有关,包装的损坏通常是源于产品本身。当重要产品的包装可能会发生随机损坏的时候,100%的包装检测是很重要的。泡罩包装线不需要100%在线全检,因为产品包装流程是可被控的从而随机性的包装损坏不会发生。
泡罩行业的包装损坏通常是流程所致。泡罩的薄膜很容易受到微小漏洞的影响,极微小漏洞会迅速扩大成50微米以上的漏洞。冷冻泡罩包装的裂痕可能来源于制作阶段。任何在过程中可能接触到包装表面的物质表面都有可能会带起碎片从而划伤、割伤泡罩包装。所以必须要从源头-控制包装流程做起。
很多检验要求都要求控制包装流程,伴随着每小时或每半小时的检验,就能对最终产品的质量有良好的把控。大多数的检验还要求泡罩包装中一定数量的腔体需要被检验,当然这些腔体都在同一个包装中。
另一个对于泡罩包装有趣的方面是尽管每个腔体都是独立的,他们也是互相关联的。如果两个腔体之间的密封有泄露,它并不会影响产品的消毒和本身的质量,除非其中一个泡罩腔体有朝包装外的漏洞。
考虑到现今新的药物运输系统,药品通常对于潮湿都极端敏感。在通常的室温和湿度环境下,如果包装有泄露,可能几分钟的运输,药品就会变得无效。如果在泡罩包装相邻的两个腔体有漏洞,其中一个腔体内的药片或胶囊已经被使用,那么另外一个腔体包装其实也被破坏了。用染料渗透法和系统检漏方法来测试腔体间的漏洞并不常见,但是对于那些新的、更敏感的产品,就需要考虑用这些方式了。
系统检漏法简单的来说就是测试整个包装。如果没有漏洞,那么先在其中一个泡罩中人工创造一个,然后重新测试包装看是否这个漏洞会引起相邻泡罩产生漏洞。通过系统的在包装中创造泄露来确保每个泡罩中都是没有泄露的。这个方法对于大多数的生产环境来说是不实用的,而使用染料的方法则非常无趣。相对的,针对这种应用,有几种无损的方法可以考虑。
对于测试包装整体性来说,泡罩包装是非常独特的。过去,最广泛使用的方式是染料法,唯一的成本是一袋或者一桶染料和被污染的双手。看起来很简单,但是30年前的生产标准和产品质量标准是不一样的。染料法中的主观性被人们在意起来,质量管理实验室的技术人员希望知道是否染料真的漏进了包装。作为验证的方法,染料法是非常普遍的。对于生产来说,染料法正变得很难去实施。和其他任何有生命周期的方法一样,很难马上就放弃染料法。但是对于泡罩行业来说,现在已经可以认识到染料法并不一定是最好的测试方法。新技术使得我们可以更快、更有效率、更精准而且无损的来测试泡罩包装。
理想的泡罩包装检漏仪
理想的泡罩包装检漏系统是存在的。这个检漏仪应该并能够达到以下标准:
1. 对包装没有损坏
2. 不需要任何样品的准备
3. 检测从1000微米到1至2微米的漏孔。检测大漏孔时不是很灵敏。由于单独泡罩内的气体非常少使检测大漏孔成为一个巨大的挑战。
4. 对包装材料没有要求:
A.金属或非金属
B.透明或不透明
C. 塑料的或橡胶的
D.光滑的或粗糙的
E. 定制化的或有印刷的
5. 能很快的进行检验使用于数据流程控制的高样品检测率或100%在线质量控制成为可能
6. 通过即时的数据反馈可以在任何时间和包装的任何部位知道漏洞的地点和漏洞发生的频率。
7. 不影响生产:
a. 快速和简单的转换
b. 多条生产线环境下也很实用
c. 不需要很多的维护
d. 用户友好界面
e. 管理友好
f. 提供定性、定量数据收集
g. 容易验证,保证数据的完整性
h. 可以联网
有挑战的应用
泡罩包装因为以下的特征,被检漏行业认为是一个很有挑战的应用:
1. 包装可以自由伸缩
2. 一个包装内有多个腔体
3. 每个腔体内的气体很少
4. 在自动包装生产线上的生产速率很高
5. 自动包装生产线的流动性导致经常性的更换生产的泡罩包装
6. 使用多种材料
7. 通常是相对昂贵的产品在一个相对便宜的容器中
8. 行业对产品有很高的监管和要求 [p]
检漏方法
包装膨胀-包装需要在一定的压力下,引发可以检测的漏孔。实践中对于泡罩包装的检漏测试都使用真空(或真空压)。有关的事项是
a. 压力不能太大以避免挤爆包装
b. 另一方面,需要在泡罩包装的内外创造足够的压差来确保通过漏孔的空气流动可以被检测到
c. 从大气压抽到真空需要时间,在这个期间内,有些检测仪是不精确的。在检测开始前,泡罩包装腔体内的少量气体可能在抽真空时从相对较大的漏孔中一起被抽掉
检测腔体-大多数的检测方式都使用硬的检测腔体。美国专利5,513,516形容了一种使用真空衰减方式利用软质的腔体墙/囊作为检漏软容器的用途
漏孔检测传感器-检测漏孔的方法大多数根据所选用的漏孔检测传感器不同而不同;
1. 通过空气在水中产生的气泡而用肉眼观察(破坏包装的方式)
2. 通过颜料是否从泡罩中漏出用肉眼观察(破坏包装的方式)
3. 泡罩封盖的变形:
- 触点传感器
- 接近传感器
- 无接触(激光感应传感器,非接触图形成像)
4. 触点式测压原件检测泡罩薄膜压力
5. 真空衰减
- 压力检测传感器
- 压差传感器
泡罩包装
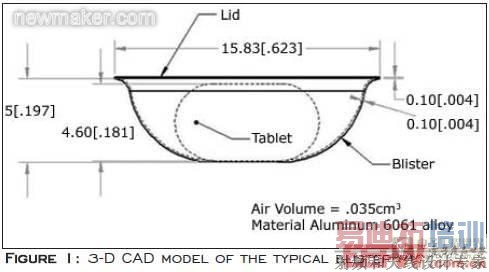
1. Blister: 泡罩;2. Tablet:泡罩内的药片;3. 泡罩内气体约有0.35立方米;4. 材质为铝合金;5. Lid:薄膜
小于50微米的漏孔通过压差是可以检测到的。关键在于不仅需要检测泡罩包装微小的漏孔,还要检测大于50微米的漏孔。
因为大多数泡罩生产过程中造成的漏孔都大于50微米,这也有生产工艺的原因。
所有检测泡罩包装漏孔的方式或多或少都依赖于检测包装的物理伸缩或者薄膜的变化。如果有一种测试可以精确的检测检漏测试中包装物理性能方面的变化,那么它就极有可能可以检测所有的关键漏孔。问题的关键是这样的测试对于泡罩包装生产线实用么?更重要的是,这个方式是否真的没有破坏性?
允许薄膜自由伸缩
使用一种测试方法,泡罩外被抽真空,薄膜由于可以自由伸缩所以会被完全的撑开。下面是一个泡罩包装腔体内的压力分析。
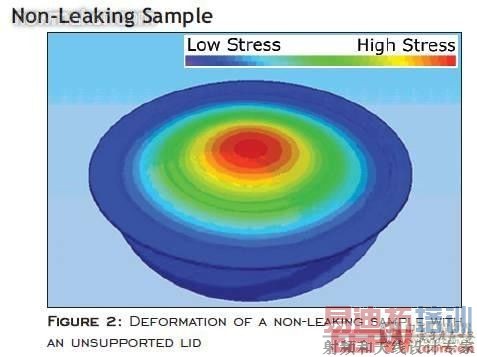
图形代表无泄漏的样品在测试中的变形,右上方的线条代表从左至右压力由小到大
变形
从图形上可以判断,最大的变形在薄膜的中间部分,大约是200微米。腔体内气体体积的变化大约是0.13立方厘米。腔体内的气体压力大约是75kpa(11psi)。所以压差仅仅是45kpa(6.5psi)。在这种情况下,1立方厘米每分钟的泄漏速度相当于12微米漏孔。
压力
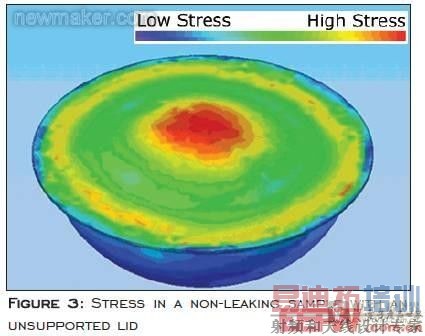
图形代表无泄漏样品在真空下的压力分析,右上方的线条代表从左至右压力由小到大
有泄漏的样品
如果真空测试腔体内的压力和泡罩腔体内的压力因为相对较大的漏孔很快就达到了一致,有漏孔的腔体将不会发生变形。然而,如果测试腔体被抽真空的速度快于泡罩包装内气体通过一个相对较小的漏孔溢出的速度,塑料(非橡胶)包装会在抽真空的阶段发生变形。由于没有显著的外力压迫薄膜向下(因为薄膜是可以自由伸缩的),即便在腔体内的气体通过漏孔漏出,腔体内的压力和真空腔体的压力一致以后,它也会保持膨胀状态(圆顶)。因此有很小漏孔的泡罩包装可能会和无泄漏的泡罩包装看上去一样。
总结
对于可以自由伸缩的薄膜泡罩包装来说,检漏测试很有可能是破坏性的。水检和真空衰减法都有可能没检测出相对较大的漏孔,染料渗透要求操作员仔细观察是否有染料进入到了包装内。即便有最好的眼力和最好的测试环境,错误的判断没有泄露或没判断出有泄露都可能发生。无接触的激光探测传感器和接近传感器仅适用于相对较大的漏孔。薄膜的变形或者不变形和漏孔的大小并没有正面的相关性。
使用触点传感器检测薄膜-完好无泄漏的样品
一些检测方法采用触点传感器来检测泡罩包装完全膨胀时的压力。如果在测试过程中,传感器感觉到的压力减少了说明有泄露。
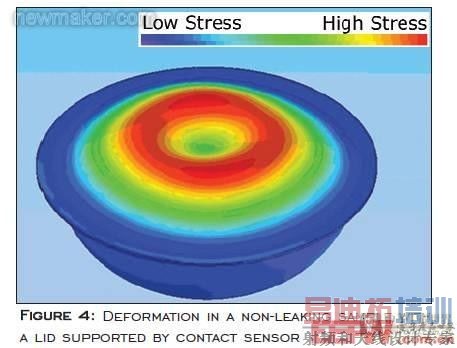
图形代表无泄漏的样品在压力下的变形,右上方的线条代表从左至右压力由小到大
最大的变形程度发生在薄膜的中间区域,大约是37微米,然后在薄膜正中的变形只有大约20微米。这说明传感器需要接触包装表面的力量必须非常小(小于150g)以使变形程度是可以测量出来的。泡罩腔体内部的空气量变化大约是0.02立方厘米,腔体内空气的压力约为96kpa(14psi)。因此压差大约是64kpa(9.3psi)。
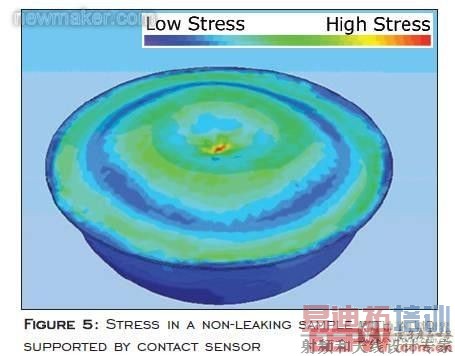
通过触点传感器测出的完好包装的压力分布,右上方的线条代表从左至右压力由小到大
分析显示,危险的压力集中于薄膜的接触点位置,在这个条件下测试可能会是破坏性的。
通过触觉传感器检测的薄膜-有漏孔的样品

通过触点传感器检测的薄膜变形,右上方的线条代表从左至右压力由小到大 [p]
变形
测得的变形只有100微米,变形后的薄膜贴附在药片上,因此变形的程度取决于药片的位置。
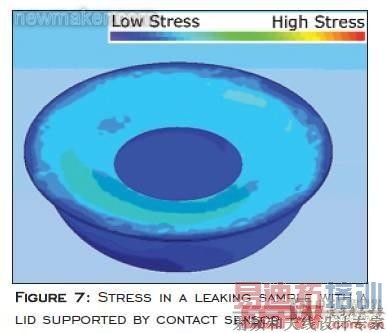
触点传感器检测到的薄膜压力,右上方的线条代表从左至右压力由小到大压力
薄膜收到的压力较小
总结
不接触的测试方法之间有很小的差别,那些方法不是受到非常关键和极度敏感的高度测量的影响,就是观察员主观观察包装腔体内是否存在染料。测试薄膜材料变形程度的方法不如别的方法那么敏感,但是当检测更小的漏孔时,那些方式可能会破坏包装。
触点传感器方式由于施加在泡罩包装薄膜表面的压力而可能会对包装产生破坏性。测压原件也容易受药片摆放位置的影响,如果薄膜和药片顶部有足够的气体空间的话,则会影响测试精度。根据泡罩包装的材料和包装的大小不同,最初的薄膜接触点和力量必须被很仔细的评估。特殊型号的测压原件(根据尺寸和测压范围不同)仅用于特殊的泡罩包装,使得测试因包装而变。通过测压原件直接测量的压力(非线性)反映了泡罩内部的压力,从而判断漏孔。然而,用来反映压力和漏孔大小关系的校准很困难。
囊状测试腔体测试薄膜-完好的样品
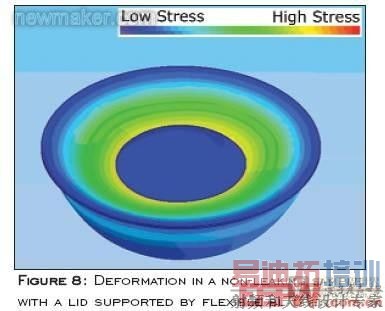 变形
变形
泡罩和薄膜的变形都不显著(小于3微米)
 压力变化也不显著,实验是非破坏性的。
压力变化也不显著,实验是非破坏性的。
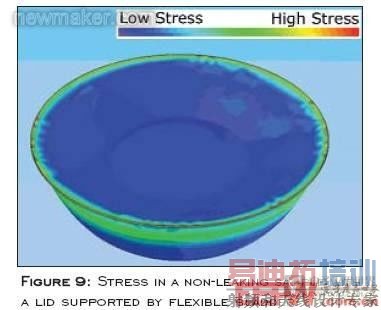
囊状测试腔体测试薄膜-有漏孔的样品
 变形
变形
薄膜的最大变形处在药片的周围,大约为250微米
压力
整个薄膜受到的压力都超过了材料可以承受的力量,实验会破坏泄漏的泡罩。
结论
对于上述的方式,有几个重要事实。触点传感器调试较为困难并且需要一直提供维护。从一种泡罩包装调整到另一种泡罩包装的调整会很困难。泡罩包装中产品的摆放位置可能会导致错误的测试结果。触点传感器也可以用于金属的薄膜。非触点的激光方式对于泡罩包装表面材质的印刷和反射度很敏感。真空衰减法不能定位漏点的位置。
使用囊状测试腔体可以使测试对包装没有破坏性。完好的包装和有漏孔包装的变形度要比不使用囊状测试腔体大20%。这是很显著的并且可以通过非直观的图形或者非触点的激光扫描来可靠的度量。
囊状测试腔体的直接变形(非线性)反映了泡罩内的压力,即漏孔大小(特别是,对相对大的漏孔)。也可以用于对大量泡罩包装进行检测而无所谓泡罩的大小和材料。
使用囊状腔体为使用真空衰减法提供了最有利的条件,包括:
1. 最低限度可能的测试腔体体积
2. 测试过程中泡罩包装的不扩张最大化了压差
真空衰减对于泄漏流动来说是线性相关的,因此测试可以更容易调试。(end)
上一篇:讲解有关氧化锆氧分析仪的校验问题
下一篇:如何确定磁流量计一体式与分体式的选用

