- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
激光在线检测技术在白车身制造中的应用
录入:edatop.com 点击:
激光在线检测技术在国内轿车行业中的应用越来越广泛,采用激光在线检测技术可以实现实时监控产品质量,发现质量问题及时采取措施,可有效控制白车身焊接总成产品质量的稳定性。
随着市场竞争的加剧和用户对汽车各方面性能需求的提高,从产品研发到汽车制造技术已经有了飞跃式的发展。下面简要介绍激光在线检测技术在白车身制造中的应用,希望能与同仁相互交流学习。
激光在线检测
激光视觉检测技术是采用激光、视觉(CCD)传感器 、图像处理以及计算机控制等技术实现物体空间尺寸及位置精密测量的新技术,具有非接触、速度快、100%检测监控的特点,可以很好地控制白车身焊接总成产品质量的稳定性。
、图像处理以及计算机控制等技术实现物体空间尺寸及位置精密测量的新技术,具有非接触、速度快、100%检测监控的特点,可以很好地控制白车身焊接总成产品质量的稳定性。
激光在线检测分移动式和固定式两种形式:移动式即将激光视觉传感器装在机器人手臂上进行检测;固定式是将激光视觉传感器装在固定框架的不同位置对白车身焊接总成进行检测。激光在线检测系统包括激光在线检测钢结构框架或机器人、激光视觉传感器、计算机及处理系统、测量控制软件、数据管理与分析软件等。
固定式激光在线检测设备由多个激光视觉传感器组成,每个传感器对应一个被测点,传感器数量由具体检测产品部位测量要求来决定,所有传感器固定安装在一个基础框架上,并通过现场控制总线和视频总线连接到主计算机,组成一个完整的检测设备。多传感器固定式激光视觉检测设备在功能上相当于多测头同时工作的三坐标测量机,测量时间短、精度高。
激光视觉传感器是获取被测对象图像信息的元件。LVP01/D是采用半导体激光器作为光源的测头,它可以非接触、在线测量白车身上棱边的空间三维坐标或功能尺寸。其分辨率0.01mm,测量时间0.5s,测量工作距离300~1500mm。
移动式机器人激光在线检测设备,一个机器人手臂带一个激光视觉传感器,通过机器人运动实现对每一个检测点的测量。与固定式相比,激光视觉传感器用的少,即每一个机器人和一个传感器组成一个测量部件。测量时间较长,在工艺设计时要考虑是否满足生产节拍需要。由于机器人移动误差,导致测量精度低于固定式激光在线检测设备。
激光在线检测系统测量数据能以图表、曲线直观显示,如果超差系统输出报警信号,测量结果可以通过局域网接入车间信息系统,技术、质保等相关部门人员可在各自办公室终端上随时调阅、分析测量数据。
测量控制软件的功能可以通过图形化界面实现,其技术特点主要表现在:自动测量、测量状态实时显示、实时通信、系统故障诊断。数据管理和分析软件负责测量数据的管理以及完成局域网用户对数据的查询和分析。
实时显示当前白车身的测量结果,被测点的三维坐标及其与理论值的偏差都在表中显示出来,不同范围偏差以不同颜色显示,绿色表示正常,黄色表示告警,红色表示超差。双击某点的数据表格进入测量点数据查询与分析窗口,可以实现当前白车身测量结果的打印,也可以对测量结果进行实时打印。在实时显示中,既可以根据生产节拍及系统测量的速度设定测量数据的刷新时间,也可以选择手动刷新。
测量点数据查询与分析是针对每一个被测点进行的数据查询、统计、分析。打开窗口,点击被测点,在窗口下可出现该点加工误差在X、Y、Z三个方向上的变化曲线或误差统计图,可以设定测量点X、Y、Z三个方向的坐标理论值及告警和超差设置。
激光在线检测系统还可以实现整车数据查询与分析,功能尺寸分析,月统计、年统计,可以显示1个月中日产量统计表和日合格率,1年中月产量统计表和月合格率,并且可以对显示的数据和图表进行打印输出。
白车身激光在线检测
在汽车制造过程中,白车身制造精度是关键的质量因素。目前,保证白车身焊装精度最有效的手段是采用在线测量技术对焊装线上驾驶室实行100%在线测量。实时、动态监控生产线,及时发现误差,并根据当前测量数据和历史数据规律对产生误差的原因做出客观判断,调整相关夹具、模具或状态参数,使白车身焊装精度满足产品技术要求。
白车身在线激光检测设置部位一般为白车身前、后风窗口,左右门洞,以及车身下部总成等,如一汽卡车J6焊装生产线,激光在线检测主要是检测驾驶室前风窗口10点、左右门洞各11点(如图)。
激光在线检测技术在国外轿车制造过程中应用较为普遍,在国内轿车行业中的应用也越来越广泛。在卡车驾驶室制造中应用该技术尚属首例,一汽J6卡车驾驶室属于多品种混流生产,装备柔性变化频繁,易产生偏差,采用激光在线检测技术可以实时监控驾驶室焊接总成的产品质量,发现质量问题及时采取措施,能有效控制产品质量的稳定性。(end)
随着市场竞争的加剧和用户对汽车各方面性能需求的提高,从产品研发到汽车制造技术已经有了飞跃式的发展。下面简要介绍激光在线检测技术在白车身制造中的应用,希望能与同仁相互交流学习。
激光在线检测
激光视觉检测技术是采用激光、视觉(CCD)传感器
、图像处理以及计算机控制等技术实现物体空间尺寸及位置精密测量的新技术,具有非接触、速度快、100%检测监控的特点,可以很好地控制白车身焊接总成产品质量的稳定性。 激光在线检测分移动式和固定式两种形式:移动式即将激光视觉传感器
装在机器人手臂上进行检测;固定式是将激光视觉传感器装在固定框架的不同位置对白车身焊接总成进行检测。激光在线检测系统包括激光在线检测钢结构框架或机器人、激光视觉传感器、计算机及处理系统、测量控制软件、数据管理与分析软件等。 固定式激光在线检测设备由多个激光视觉传感器
组成,每个传感器对应一个被测点,传感器数量由具体检测产品部位测量要求来决定,所有传感器固定安装在一个基础框架上,并通过现场控制总线和视频总线连接到主计算机,组成一个完整的检测设备。多传感器固定式激光视觉检测设备在功能上相当于多测头同时工作的三坐标测量机,测量时间短、精度高。 激光视觉传感器
是获取被测对象图像信息的元件。LVP01/D是采用半导体激光器作为光源的测头,它可以非接触、在线测量白车身上棱边的空间三维坐标或功能尺寸。其分辨率0.01mm,测量时间0.5s,测量工作距离300~1500mm。 移动式机器人激光在线检测设备,一个机器人手臂带一个激光视觉传感器
,通过机器人运动实现对每一个检测点的测量。与固定式相比,激光视觉传感器用的少,即每一个机器人和一个传感器组成一个测量部件。测量时间较长,在工艺设计时要考虑是否满足生产节拍需要。由于机器人移动误差,导致测量精度低于固定式激光在线检测设备。 激光在线检测系统测量数据能以图表、曲线直观显示,如果超差系统输出报警信号,测量结果可以通过局域网接入车间信息系统,技术、质保等相关部门人员可在各自办公室终端上随时调阅、分析测量数据。
测量控制软件的功能可以通过图形化界面实现,其技术特点主要表现在:自动测量、测量状态实时显示、实时通信、系统故障诊断。数据管理和分析软件负责测量数据的管理以及完成局域网用户对数据的查询和分析。
实时显示当前白车身的测量结果,被测点的三维坐标及其与理论值的偏差都在表中显示出来,不同范围偏差以不同颜色显示,绿色表示正常,黄色表示告警,红色表示超差。双击某点的数据表格进入测量点数据查询与分析窗口,可以实现当前白车身测量结果的打印,也可以对测量结果进行实时打印。在实时显示中,既可以根据生产节拍及系统测量的速度设定测量数据的刷新时间,也可以选择手动刷新。
测量点数据查询与分析是针对每一个被测点进行的数据查询、统计、分析。打开窗口,点击被测点,在窗口下可出现该点加工误差在X、Y、Z三个方向上的变化曲线或误差统计图,可以设定测量点X、Y、Z三个方向的坐标理论值及告警和超差设置。
激光在线检测系统还可以实现整车数据查询与分析,功能尺寸分析,月统计、年统计,可以显示1个月中日产量统计表和日合格率,1年中月产量统计表和月合格率,并且可以对显示的数据和图表进行打印输出。
白车身激光在线检测
在汽车制造过程中,白车身制造精度是关键的质量因素。目前,保证白车身焊装精度最有效的手段是采用在线测量技术对焊装线上驾驶室实行100%在线测量。实时、动态监控生产线,及时发现误差,并根据当前测量数据和历史数据规律对产生误差的原因做出客观判断,调整相关夹具、模具或状态参数,使白车身焊装精度满足产品技术要求。
白车身在线激光检测设置部位一般为白车身前、后风窗口,左右门洞,以及车身下部总成等,如一汽卡车J6焊装生产线,激光在线检测主要是检测驾驶室前风窗口10点、左右门洞各11点(如图)。
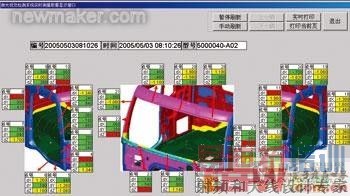
一汽卡车J6驾驶室检测部位示意图
激光在线检测技术在国外轿车制造过程中应用较为普遍,在国内轿车行业中的应用也越来越广泛。在卡车驾驶室制造中应用该技术尚属首例,一汽J6卡车驾驶室属于多品种混流生产,装备柔性变化频繁,易产生偏差,采用激光在线检测技术可以实时监控驾驶室焊接总成的产品质量,发现质量问题及时采取措施,能有效控制产品质量的稳定性。(end)
上一篇:红外热像仪基础知识
下一篇:红外热像仪原理及用途

