- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
简易低成本信号采集系统的制作及编程方案
录入:edatop.com 点击:
信号采集设备广泛使用于机器健康诊断系统中用来记录、监视和诊断。机器情况数据经常由非便携式或者带导线的设备收集。对于一些重要的应用,比如危险或者遥远的地点,尤其是在航空上,提供可以方便地携带或者读取的设备是必要的。另外,机器健康诊断尤其是机床振动信号诊断经常处理低频信号,这值得关注。
本文研究一种微控制器为基础的信号采集系统,以满足信号采集的低成本和灵活模式。开发系统的主要硬件包括一台微型计算机、一个以PIC18F1320为基础的微控制器电路板以及串行通讯链接设备。EEPROM 24LC32A被用来进行存储器扩展。微型计算机运行控制程序。一旦用户在微型计算机界面上决定采样输入,信息便通过RS-232端口送往微控制器。微型计算机和微控制器通过特定的协议通信。微型计算机告知微控制器模-数转换的采样间隔、采样次数与采样通道。电路板的设计考虑了开放式结构。该系统采用了24引脚易于插拔的插座来容纳Micro-chip微控制器。微处理器将调制的信号转换成数据直接输送到微型计算机或者存储于EEPROM以便将来读取。不同的命令与反馈代表系统的不同操作。电路板通过串行电缆在采集完信号后连接到微型计算机交互,也可以即时连接和传送。
1 系统硬件设计
系统的主要原理图如图1所示。其中PIC18F1320控制器采用5V电源供电,支持在线串行编程,最高时钟频率达到40MHZ,通讯波特率可以自动检测。端口A是双向输入/输出复用管脚,AN0等管脚被定义成模拟输入,由用户是行采用通道的选择。总共有13个模/数转换通道且采样时间可以编程。通道输入的被测信号经过电子电路调制成符合抽控制器电气要求的信号。调制信号经过转换变成寄存器内的数据,模数转换的参考电压为+5V。电路板可以微控制器重新编程后方便地插入;同时,电路板可通过跳线设置民终端用户进行电缆连接。由于微控制器与串行电路的电气特性不同,工业标准级的MAX232芯片被使用以保证正确的数据传输(见图2)。该芯片和PIC18F1320一样适用于低功耗场合。MAX232上连接的电容采用的是电解电容,电容值为1UF。MAX232的11脚或者10脚接微控制器的USART输出端,12脚或者9脚接微控制器的USART输入端。微控制器的存储器扩展使用了32K的I2C串行EEPROM(见图3),数据可以保持200年。EEPROM的地址线A0、A1、A2被接地。串行数据线SDA和串行时钟一SCL被分别连接到微控制器的B端口相应管脚。写保护WP接+5V。
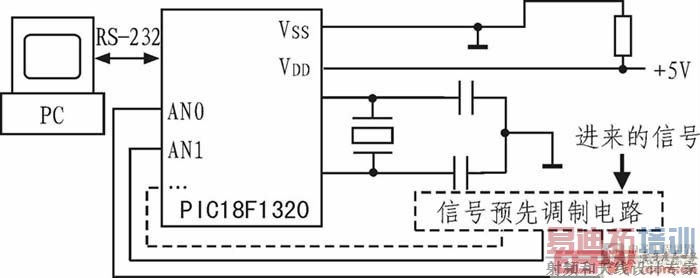
图1 系统框图
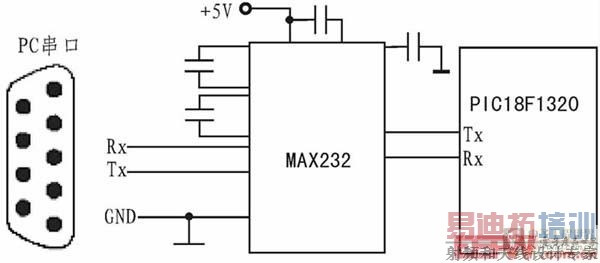
图2 微型计算机和PIC18F1320的串行连接
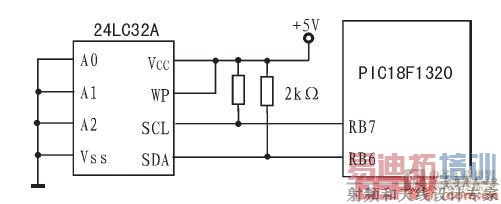
图3 使用24LC32A进行存储器扩展 [p]
2 软件设计
2.1 微型计算机控制程序
微型计算机通过用户友好命令程序或者Microsoft超级终端程序与用户交互。两种程序都有效地与微控制器交换命令和操作数据。
命令程序界面如图4所示,采用Visual Basic编程。界面显示了通信握手与反馈、用户命令选择以及转换的数据。读入的数据可以用文本的形式保存。信号波形绘制例子如图5所示。用户应该选择正确的采样间隔以保证采样过程的准确性。一般来说,通信设置的修改由用户负责进行。
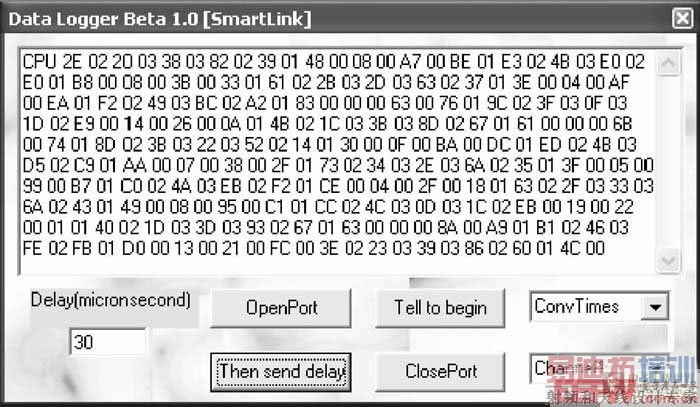
图4 命令程序界面
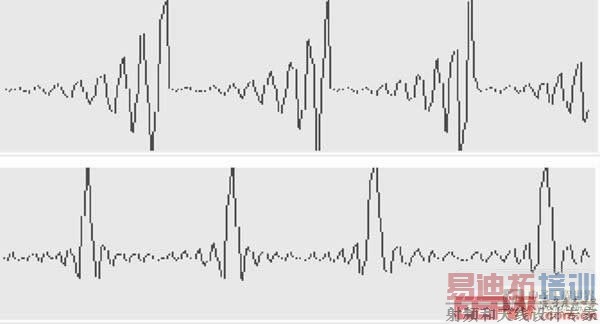
图5 被采样到的增长式正弦和sinx/x波
2.2 微控制器算法
一旦采样变量值被确定,信息交换模块接手整个工作。该模块的算法如图6所示。模块接收采样间隔、采样次数和采样通道的决定。算法采用正确的过程以保证满足产品手册的要求从而获得更好的模-数转换和数据记录成功。在采样过程结束后,数据转换信息通过串口以48 00、9 600或者19 200 b/s波特率输送给微型计算机。该波特率由用户和编程者给定。

图6 信息交换模块流程
由于微控制器算法用MPLAB C18或者汇编语言编程,将编译过的程序下载到微控制器是必要的。为了验证程序和芯片上的EEPROM数据,MPLAB IDE 6.5被采用。该软件描述了微控制器部分内存消耗情况,这有助于用户了解内存的使用百分比以及EEPROM和RAM是如何被安排来存储程序算法和转换的数据。
3 结束语
本文讨论了新型简易低成本信号采集系统的制作及编程,说明了机器健康诊断系统信号采集的低成本和简单实现是可行的。整个实验电路设计成本不超过100元人民币而且开发周期为两个星期,包括微型计算机编程。系统成功地采样了3 kHz的复杂信号。在微控制器被重新编程之后,电路板可以被分离成为一个独立的可便携和读取的装置。该系统已经被证实有效和新颖,在机床刀具振动分析系统中得到应用验证,较好地采集了刀具的振动信号,这可以通过示波器加以比较。由于采样算法和调制电路的局限性,该研究项目的精度有待于提高。同时,信号数据保存的容量可以进一步扩展。另外,使用时请注意将测量信号调制成+5 V以内。
上一篇:实时飞行试验振动数据分析系统
下一篇:多功能电能表的电路设计

