- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
人工神经网络在电阻点焊工艺设计中的应用
录入:edatop.com 点击:
前言:
电阻点焊是薄板连接中应用最广的方法,遍及车辆制造、航空、航天、家用电器以及电子工业等。与其它大多数连接工艺相比较,点焊的最大特点是其高度的机械化和自动化。点焊工艺设计作为点焊质量控制的前期准备,这使得点焊工艺参数的优化设计显得尤为重要而实用。随着智能工程的发展,专家系统、人工神经网络等人工智能技术在焊接领域的应用越来越得到了深入的研究,点焊工艺设计智能处理的研究引起了焊接领域内很多专家学者的关注[1][2]。
人工神经网络是在现代神经科学的基础上提出和发展起来的,目的在反映人脑结构及功能的一种数学模型[3]。其从结构上模仿人脑,具有强大的联想功能,对于没有学习的事例也可进行预测,知识获取较为容易,具有传统专家系统所不具备的优势。
1. 模块总体设计
点焊工艺设计是一个复杂的多输入、多输出的病态问题求解过程[4]。分析点焊工艺设计参数可分为工艺参数、焊机型号、接头的点距和边距、电极特性以及操作要求等五种求解目标。其中焊机型号——焊接波形、焊机容量和电极特性——电极材料和电极形状的选取都对点焊工艺参数的选取有着重要的影响。其中焊接工艺参数设计主要为焊接电流、焊接时间和电极压力。不同材质类别、材质牌号,其点焊工艺参数则不同;甚至同一材料,其点焊工艺参数也有软硬之分。其求解空间巨大,难以用恰当的知识进行表示,或难以用基于产生式的规则进行推理。而其是一个相对独立的空间和丰富的样本数据集,适合人工神经网络进行处理,而这一部分正是传统专家系统的软肋所在。接头的点距和边距可根据材质的类别不同可划分为不同的神经网络。其余的则以字符处理为主,或者有着相应的经验处理公式,采用专家系统处理技术则较为容易。其模型如图1所示。
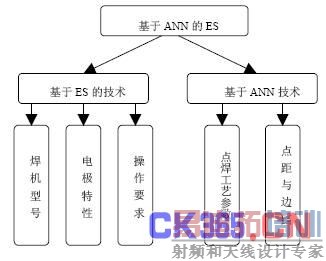
图1基于人工神经网络的专家系统
2. 人工神经网络求解模块
2.1 神经网络子模块设计
2.1.1 点焊工艺参数求解模块设计
在点焊工艺设计过程中,输出变量一般会考虑为焊接电流、焊接时间以及电极压力。且在同一板厚,其他限制条件相同,其点焊工艺也可根据焊接时间的不同分为强弱不同的规范,这种一对多的映射关系实现起来比较困难。焊接规范的强弱量度是以反映焊接区加热速度快慢为主要特征,以焊接时间作为焊接规范的相对强弱的量度较为适当。本系统把焊接时间作为输入参数,这样焊接时间到焊接电流的映射就变为一对一映射,容易应用专家系统技术或者人工神经网络技术实现。以点焊时间来表征规范强度,使铝合金电阻点焊规范参数的选择更加灵活。在一般情况下,电阻率越小的材质,其点焊性则越差。点焊过程中,熔核形成所需要的能量来源于焊接电流流经电极与板材,板材与板材之间的接触电阻及板材本身的电阻所产生的电阻热。因此,材质的导电性是衡量其点焊性的一个重要因素。选取导电率、材质强度等材质的物理参数为入口参数可以更加符合电阻点焊过程的物理本质。点焊工艺参数设计模块的结构如图2所示。
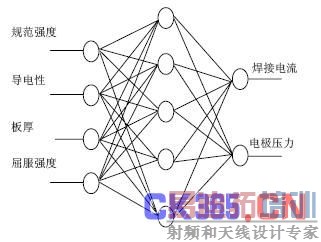
图2ANN结构图
2.1.2点焊接头尺寸参数求解模块的设计
点焊接头尺寸参数包括最小工艺点距及最小搭边点距,其主要影响因素为材质所属类别和板材厚度。在材质类别相同的情况下,随着板厚的变化,工艺点距和搭边距离曾现出单调函数关系。在本系统中,其求解过程为首先根据材质的类别所属,确定相应人工神经子网络,然后以板厚为子网络的输入参数变量,分别以点距和搭边作为输出参数变量,利用人工神经网络完成问题求解过程。其模块如图3所示。
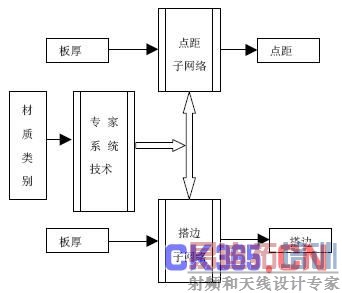
图3点焊接头尺寸求解模型
2.2 神经网络结构设计
泛化能力是指经过训练后的网络对未在训练集中出现的(但来自同一分布的)样本作出正确反映的能力,是衡量一个网络结构确定是否合理的一个重要的因素。一个公认的指导原则是在没有其他先验知识的情况下,能与给定样本符合一致的最简单(规模最小)的网络就是最好的选择,这相当于使样本点的偏差在允许范围条件下,用最平滑的函数去逼近未知的非线性映射[5]。本模块所有的BP网络都采用三层结构,即一个输入层,一个中间隐含层和一个输出层。其中隐含层选用 sigmoid函数作为处理函数,而输出层选用线性函数作为处理函数。BP网络的隐含层单元的数目的确定如上所述,没有确定可循的方法。只能在一定的训练次数条件下,在误差允许的情况下,求得最小的隐层单元数。例如,当隐含层的数目不同时,点焊电流子网络对样本集的训练收敛速度,方差有较大的差异,其训练方差曲线如图4所示。其中,(a)为隐含层节点数目为10;(b) 为隐含层节点数目为11;(c) 为隐含层节点数目为12;(d) 为隐含层节点数目为13。通过比较可知,电流子网络的隐含层数目为11较为合适。
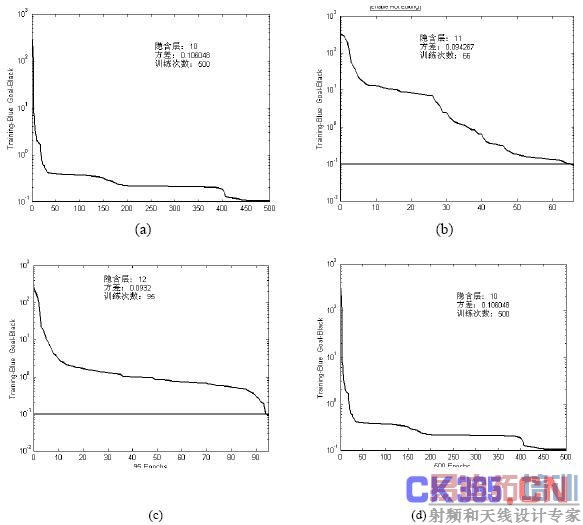
图4不同隐含层结构的比较
(a) 隐含层单元数为10 (b) 隐含层单元数为11
(c) 隐含层单元数为12 (d) 隐含层单元数为13
3. 验证
表1 点距和搭边距离神经网络输出值与给定值的比较

表1是点距和搭边距离输出值与给定值的比较,由表可以看出点距和搭边的子网络精度很高,这是因为点距和搭边距离的数值分布较为有规律,而且训练样本数量充分。
表2 焊接电流子网络输出值与给定值的比较

表2是检验样本与神经网络输出值的对比。由上表对比可知,各个神经网络的输出值与给定值较为接近,表明训练后的神经网络具有一定的泛化推理能力。在焊接电流网络输出对比表中,最后一行是对训练样本中没有的材质65Mn,根据其材质物理特性、板厚和焊接规范强度作为网络输入变量进行推理的,其网络输出值与已知值间的误差为9%。
4.结论
本系统通过分析专家系统和人工神经网络的各自特点,提出了将传统专家系统与人工神经网络技术相结合的思想用于点焊工艺设计智能系统中。并根据点焊工艺参数的特点,将点焊工艺参数分解细化,把点焊工艺求解过程分解为不同的求解子模块,并按照各模块的具体特点,具体应用相应的智能技术。以焊接时间来表征规范强度,作为求解焊接电流的输入参数之一,充分适应点焊工艺设计的复杂求解特征;以点焊性作为神经网络输入参数将材质的物理性质对点焊过程的影响引入到焊接工艺规范的求解过程中,深层次模拟了人类专家在进行点焊工艺设计中的思维过程,并以此作为材质的辨识特征,改变了以往类似系统中以材料库中材料名称来识别材质的方式,增加了系统的推理灵活性。通过验证表明,本系统所设计的基于人工神经网络的专家系统的求解策略是成功的。

