- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
大口径碳化硅材料凸非球面反射镜的检验
录入:edatop.com 点击:
1 引 言
目前非球面的主要检测方法包括轮廓测量法、无像差点法、光学补偿法、子孔径拼接法等,其中轮廓测量法受到测量仪器的精度限制,不能用于检测高精度非球面光学元件,无像差点法[1]适合二次曲面的检测,其缺点是当检验大口径非球面时,就需要更大口径的Hindle球或者大口径的辅助镜面,尤其是检测凸非球面,辅助镜面的口径往往是待测镜面的几倍,因此,造成了材料和工艺上的难度。
光学补偿检验法[2-3]是目前非球面检验的主流技术,按照光学补偿器类型,该技术可以分为折射式光学补偿法和衍射式光学补偿法。折射式光学补偿法起源较早,其技术和工艺相对比较成熟,目前仍然广泛应用于高精度非球面检验中,是大多数非球面制造企业和研究机构的首选技术。衍射式光学补偿法采用CGH(ComputerGenerated Hologram,计算全息图)[4]元件作为补偿器,其技术于上世纪60年代末由Lohmann,Paris和Lee提出并得到发展。随着光刻、离子束、电子束刻蚀技术水平的进步,CGH器件制造精度越来越高,该技术于90年代末发展为较成熟的光学检测技术。但是,国内CGH应用于光学检测起步较晚,中科院长春光机所、成都光电所、南京理工大学等对CGH设计方法进行了一定的理论探讨或实验验证,目前还不能满足实际工程应用需求。
2 大口径凸非球面的检验技术
抛光阶段是非球面加工的最后阶段,在抛光阶段结束后,非球面的面形精度和表面粗糙度应该满足设计精度要求。一般来讲,非球面抛光结束后面形精度和表面粗糙度的均方根值(RMS)分别要达到λ/20~λ/50和1~3 nm。因此,抛光阶段的检测精度应该达到纳米级水平。
本文结合实际工程任务,需要完成320 mm口径SiC材料凸双曲面检验。大口径凸非球面的检验技术一直是困扰光学检测技术人员的难题。
2.1 凸非球面无像差点检验
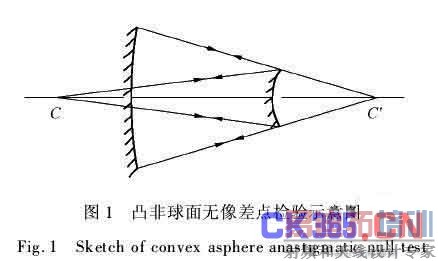
传统凸非球面镜的干涉检验方案一般采用无像差点法[5]。根据双曲面的数学特性,如果在它的一个几何焦点上设置点光源,则经双曲面反射后成为一束从它的另一个焦点发出的完好同心光束。凸非球面无像差点检验示意图如图1所示。利用无像差点检验反射式二次非球面的实质是:若表面具有理想形状,而点光源精确置于其中一个几何焦点上,则由表面反射的光线形成球面波,其球心与另一个几何焦点重合,显然,光源同它的像可以互相易位,通过该方法检验波前的变形量,以此来确定非球面的面形偏差。
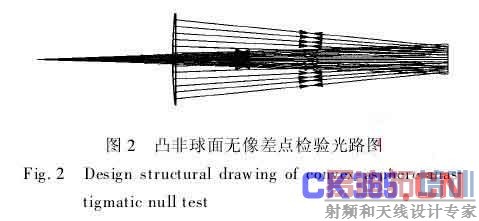
对于![]() 320 mm,R= 4 087. 999,k=-3.662 46,凸非球面无像差点法检验设计光路图如图2所示,设计结果如图3所示。
320 mm,R= 4 087. 999,k=-3.662 46,凸非球面无像差点法检验设计光路图如图2所示,设计结果如图3所示。

尽管用Hindle球检验凸二次曲面可以提供一个无像差的自准像,但是实现起来并不容易,检测系统调整比较困难,另外参考球面镜的尺寸通常比较大,为被检凸非球面镜的几倍以上,而且系统存在一定的遮拦。
设双曲面的直径为A,则Hindle球面镜的孔径AH由下式给出[6]:
![]()
式中,r为遮拦比;m为双曲面的无像差共轭点处的放大率。
对于该项目中的Φ320 mm凸非球面,参考球面尺寸达到1 000 mm,且存在一定的遮拦。采用该方法存在以下缺点:(1)该方法仅限于二次曲面检验;(2)参考球面镜尺寸必较大,为被检镜尺寸的几倍以上;(3)不能完成无中心遮拦非球面检验;(4)需要在反射镜表面镀高反射率薄膜。因此,使用该方法进行检验存在一定的局限性。
2.2 凸非球面零位补偿检验
利用补偿法能够高精度地检测大口径非球面,检测精度可以达到几十分之一波长到百分之一波长左右,是抛光阶段非球面加工最终检验的最常用方法之一。在检验光路中使用专门设计、制作的零位补偿器(Null lens),能够获得高精度非球面面形偏差检验结果。零位补偿法是一种干涉测量技术,补偿法主要分为反射式补偿法和折射式补偿法。零位补偿检验的原理,就是根据非球面光学元件的参数,设计并制造光学补偿器,将干涉仪产生的球面或平面波前转变为非球面波前,该波前经被检非球面表面反射后,再次通过光学补偿器还原为包含有非球面表面误差信息的球面或平面波前,与干涉仪的参考波面相干涉,对干涉条纹进行分析、处理就可得到非球面的面形误差。
对于凸非球面反射镜过去通常采用透射检验方法,如图4所示,将凸非球面反射镜的后表面加工成为高精度平面,设计补偿器使光线从后表面(平面)透射,再经过前表面(非球面表面)反射后获得干涉测量结果。该方式对反射镜材料的折射率均匀性、反射镜后表面的加工精度提出了很高的技术要求,并且限制了反射镜结构(不能轻量化)、反射镜材料选择范围(透光性好、折射率均匀性好)和支撑方式(不能背部支撑)。
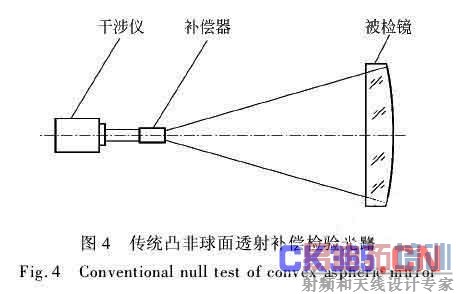
由于碳化硅材料为非透明材料,因此,不能采用传统凸非球面透射补偿检验方式进行检验。
本文针对某工程应用的Φ320 mm凸非球面设计了高精度大口径非球面补偿器,检验光路见图5,采用汇聚光束、使用大口径数字干涉仪进行凸非球面正面检测。该方法提高了凸非球面检测精度,扩大了凸非球面反射镜材料的选取范围,为新型光学材料在凸非球面反射镜的应用铺平了道路。
3 应用实例
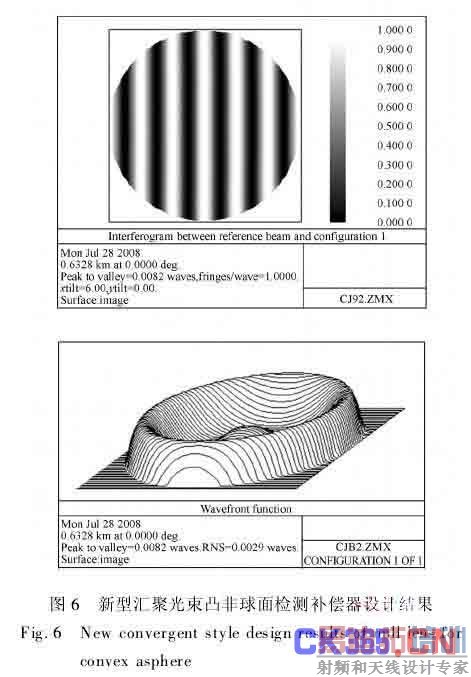
某相机采用了全SiC材料反射镜的离轴三反结构,其次镜为凸面非球面反射镜,为解决次镜检验问题,专门设计制造了高精度大口径补偿器,采用汇聚光束、使用24”ZYGO GPI数字干涉仪进行凸非球面的正面检测。采用该技术扭转了凸非球面检测精度低的局面,并且扩大了凸非球面反射镜材料的选取范围,为新型光学材料在凸非球面反射镜的应用铺平了道路。凸非球面补偿检验补偿器设计结果见表2、图6,其中PV:0.008 2,RMS: 0.002 9。

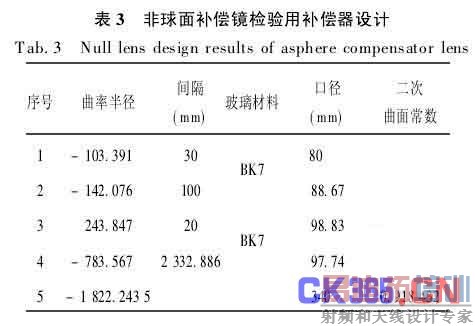
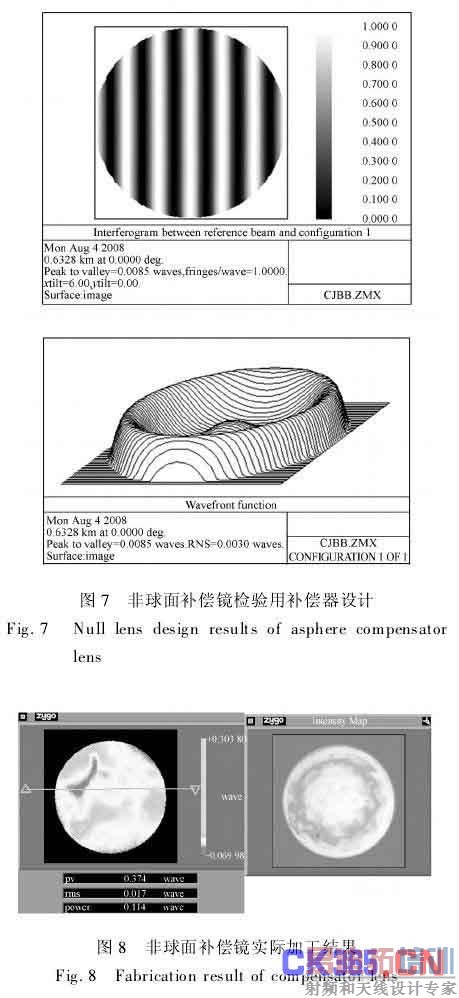
由于补偿器中有一个补偿镜为非球面镜,为此在该非球面加工过程中单独设计制作了高精度非球面补偿器,设计结果见表3、图7,其中PV:0.008 5,RMS: 0.003。补偿镜加工检验结果见图8,优于λ/50(RMS)。
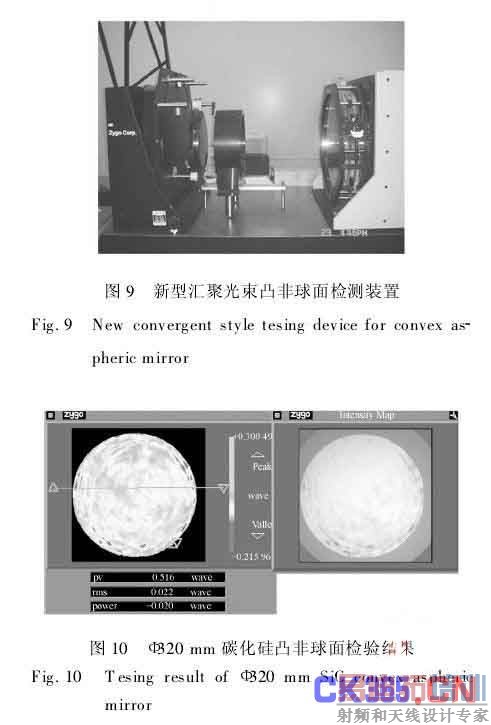
依据补偿器光学设计结果,选取折射率均匀性优异的光学材料作为补偿镜光学元件,采用超精密加工、检测设备,光学透镜加工过程中严格控制其厚度、曲率半径、面形精度及偏心误差等方法。补偿器光学元件加工完成后,将检测数据输入光学设计软件中进行复算,进一步优化设计,获取补偿器装配参数。补偿器装配过程精确控制补偿器光学元件间隔以及透镜超高精度定心,实现光学元件无变形装校定位。Φ320 mm口径SiC材料凸双曲面检验装置实物图如图9所示,Φ320mm碳化硅凸非球面最终检验结果如图10所示。
4 结 论
本文探讨了大口径SiC材料凸非球面反射镜补偿检验技术,针对某任务Φ320 mmSiC凸非球面研究了无像差点法以及补偿检验法方案,经过方案优选,确定选用补偿检验方案。专门设计了高精度大口径非球面补偿器,设计精度为PV:0.008 2λ,RMS:0.002 9λ(λ=0.632 8 nm),采用会聚光束,使用大口径数字干涉仪进行凸非球面正面检测。该方法提高了凸非球面检测精度,并且在凸非球面镜的材料选择、结构设计、支撑方式等方面提供了更多的优化空间,有助于提高相机的整体技术水平,为新型光学材料在凸非球面反射镜的应用铺平了道路。采用该方法检验凸非球面反射镜,最终检测结果为0.022λ(RMS)。
参考文献:
[1] 王鹏,赵文才.离轴凸非球面的Hindle检测[J].光学精密工程,2002,10(2):139-142.
WANG P,ZHAO W C. Hindle testing of the off-axis convex ashpere surface [J].Opt. Precision Eng., 2002,10(2):139-142. (in Chinese)
[2] 张忠玉,余景池.用补偿器测量非球面的研究[J].光学精密工程,1999,7(1):125-129.
ZHANG ZH Y, YU J CH. Study of testing aspherlc surface with null corrector [J].Opt. Precision Eng.,1999,7(1):125-129. (in Chinese)
[3] 李锐钢,郑立功.大口径高次、离轴非球面干涉测量中投影畸变的标定方法[J].光学精密工程,2006,14(4): 533-538.
LI R G, ZHENG L G. Calibration method for proj ection distortion in interferometric testing high order and off-axisaspheric surface with big aperture [J].Opt. Precision Eng.,2006,14(4):533-538. (in Chinese)
[4] 卢振武,刘华.利用曲面计算全息图进行非球面检测[J].光学精密工程,2004,12(6):555-559.
LU ZH W, LIU H . Aspheric surface testing with CGHon curved surface [J].Opt. PrecisionEng., 2004,12(6):555-559. (in Chinese)
[5] 潘君骅.光学非球面的设计、加工与检验[D].苏州:苏州大学出版社,2004:51-52.
PAN J H.Aspherical Optical System Design,Fabrication and Testing[D].Shuzhou:Soozhow UNIversity Press,2004:51-52.(in Chinese)
[6] MALACARA D.Optical Shop Testing[M]. New York: J.Wiley&Sons,1992:450-452.
作者简介:薛栋林(1979-),男,副研究员,主要从事非球面加工与检测技术的研究。E-mail:xuedl@ciomp.ac.cn
通讯作者:张忠玉(1964-),男,研究员,主要从事非球面加工与检测技术的研究。E-mail:zhangzy@ciomp.ac.cn
上一篇:医用翻身床设计
下一篇:基于SystemView的GSM系统电路设计

