- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
金属质个性化手术模板的全数字化快速设计及制造
录入:edatop.com 点击:
1 引 言
在手术过程中,为准确定位,常需要使用手术模板[1-3],但每个患者体形外貌相差很大,传统采用间接方法设计的手术模板很难实现精确定位,并且设计制作周期长,不能满足患者的个性化设计要求。
当前,以三维重建为基础的逆向工程技术已应用十分广泛[4-5],基于CT数据的逆向工程方法也在发展中。文献[6]已提到可用CT数据直接反求股骨髁关节软骨三维轮廓数据的方法;文献[3]也提到一种采用CT数据逆向重建患者头颅三维CAD模型,然后采用快速原型法对患者头颅成型,最后在头颅模型基础上设计制作非金属质骨折复位手术模板的方法。鉴于数字化设计具有周期短,个性化设计容易,设计更准确等特点,研究如何实现手术模板的全数字化设计十分必要。
此外,目前所采用的手术模板多数是非金属产品[1-2](例如采用光固化成型技术[7]成型的树脂手术模板),需要复杂的术前消毒处理,也容易因模板强度不够,在手术过程中受手术器械作用留下废屑,给术后清理带来困难,并给病人健康带来隐患。相对于非金属手术模板,金属质手术模板可以采用简单的高温消毒,生物兼容性更好,使手术定位更准确,并且强度更高,不易在手术过程留下废屑,给手术过程带来风险。
快速成型是光学、电子、材料、计算机等多学科集成的高新技术[8],选区激光熔化是一种新型的快速成型技术,该技术能根据零件三维CAD模型直接快速制造金属零件,不受零件的复杂程度影响,且成型尺寸精度高、表面粗糙度好,成型件仅需打磨抛光处理即可投入后续使用,因而特别适合于医用植入体及模具小插件等的成型[9-11]。
本文探索了一种全数字化设计及快速制造金属质个性化手术模板的方法。手术模板的设计采用逆向工程结合正向建模方法实现;模板的制造采用选区激光熔化快速成型技术实现。针对个性化手术模板的医用需求,有针对性地提出了工艺成型方案,并采用华南理工大学与广州瑞通激光科技有限公司联合研发的选区激光熔化快速成型设备,对实验方案进行了验证。
2 个性化手术模板的数字化设计及制造流程
2.1 数据采集及患者手术部位三维CAD模型的获取
为实现手术模板的个性化设计,对每个患者都应先获取患者手术部位数据,目前医学中广泛采用CT设备来采集患者数据。从CT设备采集患者数据到获得患者手术部位三维CAD模型的过程是一个逆向工程过程,该过程如图1所示:首先通过CT采集到的Dicom格式的患者数据,然后输入到计算机中,计算机中装有Mimics软件,该软件可将Dicom数据文件整合成STL格式表达的三维模型(如图2所示)。

由于CT扫描患者所生成的Dicom横断面图像一般既包括了骨骼组织,也包括肉体组织,不同组织在Dicom图像中的灰度值不同,可通过Mimics中的阈值分割功能将骨骼组织提取到一个蒙罩(Mask)中,然后才能生成手术部位3D模型,并保存为STL格式输出(见图2(a))。
2.2 手术模板的设计
根据患者手术部位3D模型进一步设计手术模板的过程是一个正向建模过程。
可采用Pro/E、UG、Catia等三维设计软件根据手术部位3D模型进行手术模板设计。尽管这些三维设计软件多数不具备修改STL格式文件功能,但保留了STL格式文件输入/输出接口,可以读入STL格式文件。由于手术模板是在手术部位3D模型基础上设计的,设计过程无需更改手术部位3D模型。因此,可以直接采用上述三维设计软件进行手术模板的设计,但最终设计结果需保存为STL格式。
2.3 金属质手术模板的选区激光熔化快速制造
(1)成型前数据处理
将STL格式的手术模板模型导入快速成型数据处理软件Magics (Materialize公司),然后添加支撑(见图2(b))以及进行切片处理,即可以得到SLM快速成型设备可处理的手术模板CLI(COMMON LAYER INTERFACE)格式层片数据。采用专用的扫描路径规划及生成软件对层片数据逐层添加扫描路径,生成相同层数的扫描路径文件,即可完成选区激光熔化快速制造前的数据准备。
(2)金属质手术模板制作
采用选区激光熔化快速成型技术直接成型金属质手术模板的原理如图1所示,将上述扫描路径文件导入选区激光熔化快速成型系统以后,计算机逐层调入各层的扫描路径,通过扫描头(由两块扫描振镜以及激光光路组成)控制激光束有选择地熔化金属粉末,逐层堆积成与模型相同的三维零件。熔化金属材料过程易发生氧化,造成成型失败,因此,成型过程在通有保护气体的密封成型室中进行。
3 金属质手术模板的选区激光熔化直接成型工艺
3.1 手术模板制作的医学需求
个性化手术模板由于应用到医学临床中,因此,其制作需求具有以下特点:
(1)对个性化手术模板而言,从患者进入医院,到手术开始,只有很短一段时间,因此,从手术模板模型设计到制作出来的时间,要求越短越好。
(2)为准确定位以及避免钻头、刀具等东西损伤手术模板,留下废屑,手术模板还需有一定硬度。
(3)为便于操作,大块手术模板的质量应当轻便。
(4)手术模板应具有良好的生物兼容性,即成型材料无生物毒性且方便消毒处理。
(5)手术模板是一次性用品,在性能满足使用要求前提下,成本应尽可能低。
选区激光熔化可以直接采用316L、钛合金、钴铬合金等生物材料直接成型医用金属零件,因此,相对于非金属质手术模板,选区激光熔化成型的金属质手术模板具有足够坚硬、生物兼容性好及方便消毒、定位更准确等优点。但是,采用金属材料成型,由于金属材料熔点高、高温下易与周边介质发生反应、更容易发生热变形等原因,会导致成型过程控制十分困难,成型成本也较高,成型时间较长,并且大块金属质的手术模板质量太重,不利于手术操作。因此,探求合适的金属质手术导板的成型工艺十分必要。
3.2 金属质手术模板选区激光熔化快速成型的工艺方案
3.2.1 致密态成型方式及非致密态成型方式
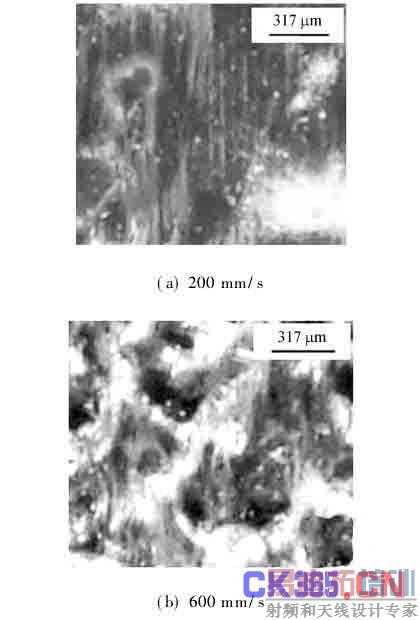
研究表明[12-13],不同的成型参数下,激光直接快速成型的金属零件密度是不一样的。例如,采用较高的扫描速度、较厚的铺粉厚度、较低的激光功率,都有可能获得一个多孔隙结构的成型实体。图3是3个在不同扫描速度下成型的实体表面,这些实体表面形貌各异,成型件随扫描速度的加大,熔池越来越不能维持连续线状,发生了球化[14],导致成型表面及内部都呈现多孔隙状形貌(见图3(b),图3(c),图4(b)),经测量,成型密度分别为92%、70%及62%。如将相对密度≥90%定义为致密态成型方式,相对密度<90%定义为非致密态成型方式,则很明显,采用非致密态成型方式成型的成型件质量会大大减轻,并且如通过提高扫描速度的方式实现非致密态成型,还会大大缩减成型时间,这对于大块手术模板的成型很有必要。由于手术模板更关心尺寸精度方面要求,对表面粗糙度要求不高,因此,尽管在快的扫描速度下可能存在成型件表面较为粗糙的情况,但合理控制成型参数,可使非致密态成型的手术模板表面粗糙度在可以接受的范围内。

对这几个方块进行测试表明,成型尺寸精度分别为±0.2 mm、±0.2 mm、±0.4 mm,对绝大多数手术辅助工具而言,成型尺寸精度在±0.5mm范围内,都是可以接受的,并且多数手术模板是起定位作用的,只要有一定的硬度即可,并不需要太优良的力学性能。因此,采用非致密态成型对大块的手术模板是十分理想的选择。
3.2.2 扫描策略
由于选区激光熔化快速成型过程是一个逐层堆积成型的过程,因此,层厚越薄,成型精度也越高,为维持一定的成型精度,个性化手术模板的选区激光熔化快速成型也应尽可能采用较薄的层厚。但是,采用薄的层厚也会让成型时间大大增加,导致成型成本上涨。
由于每一层的成型时间中,激光扫描时间占了很大的份额,因此,适当采取较大的扫描间距有助于减少成型时间,降低成型成本。但是在选区激光熔化快速成型中,每一层都由诸多熔池相互搭接而成,扫描间距过宽,会使成型过程无法实现搭接成型,从而使成型件很不结实,甚至出现“散架”的情况。一种邻层扫描线相互交错的扫描策略(简称邻层互错扫描策略)可以采用薄的铺粉厚度、较少的扫描次数又能获得足够的搭接量要求,这种扫描策略可描述如下:
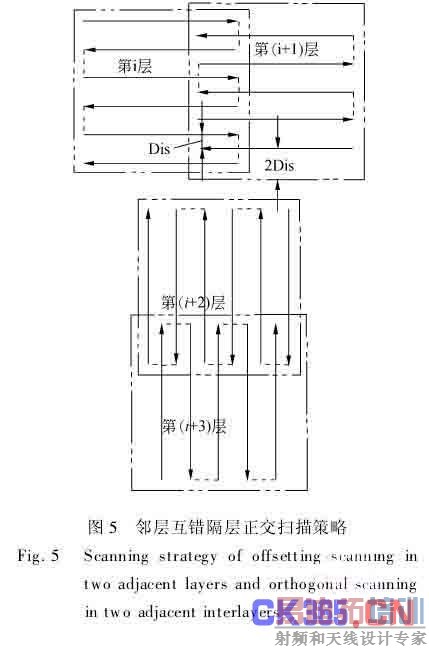
假设成型层最底层为1,总层数为n,而n,i,j为整数。令i=4j+1(j=0,1,2,3,…(n-1)/4),如图5所示,在第(i+1)层的每一根扫描线都位于相邻第i层的相邻两根扫描线中间。如果激光能同时穿透两层粉末的厚度,则产生搭接的相邻两道熔池分别位于相邻的两层内,这样就可使同一层内的扫描间距(图5中2Dis)设置为实际扫描间距(图5中Dis)的两倍,将同一层内的扫描次数减少一半,同时还能采用薄的层厚成型。因此,采用邻层互错扫描策略可以同时满足既获得一定的成型精度,又提高成型速度,还能使相邻熔池间获得足够的搭接量的要求。
3.2.3 热变形及解决方法
对形状复杂的大块金属质手术模板而言,成型过程还常遇到热变形问题。大的手术模板,意味着可能存在大的连续扫描面积(由一块单连通图形轮廓区域生成的扫描区域),由于金属材料热传导性好,在快速熔化到快速凝固过程中,极易因层内不同位置的温差引起热应力,热应力累积又会引起热变形,严重情况下还会发生翘曲变形[14]。
如果采用分区扫描将大块扫描区域分成多个小区域,使一个区域内的热应力不会影响到另一个区域,就可有效减小大块扫描面积的热应力[15]。但是,采用分区扫描,在扫描分区之间交界处极易留下明显的分区交界痕迹,使成型件表面质量变差。由于一般复杂的零件其各层连续的扫描面积是各不相同的,因此可以仅对某些具有大块连续扫描面积的层进行分区扫描设置;此外,对最后成型部位(Z轴最上方)具有大块连续扫描面积的成型件,可在最后成型的几层内取消分区扫描设置,也有利于改善成型件的表面形貌。
通过特殊的扫描策略,使各层温度分布尽量均匀化也是减小热变形的一个方法。图5中,相邻两层间的扫描线起始位置是交替变换的,但在隔层采用了正交扫描策略,以便使成型件各部位的受热尽量均匀。另外,提高扫描速度,使热影响区减小也可以减小热变形。
此外,对有悬臂结构的成型件,成型前,给悬臂结构添加支撑,通过支撑牵拉作用,也可大大减小热变形(见图2(b))。
4 个性化手术辅助工具的数字化设计及制造实例
图6是设计好的一副股骨肿瘤截除个性化手术模板,患者的骨折数据采用SIEMENS双源计算机断层成像系统,层厚可以达到0.6 mm,可以准确提取人体骨骼断层截面数据。采用双能量成像,可以通过两种不同的能量成像来准确区分不同的人体组织,以获得更多的诊断及鉴别诊断信息。生成的CT数据以Dicom格式文件输出,读入到mimics10.0后,经处理获得股骨三维CAD模型。

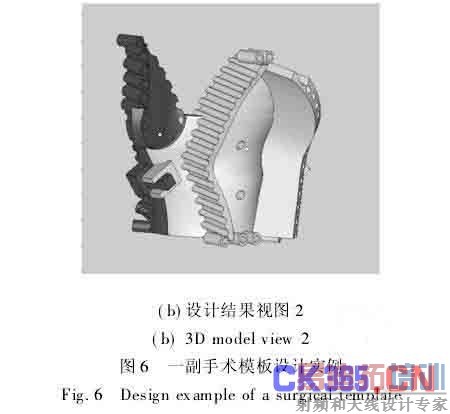
此股骨3D模型将调入到Pro/E软件进行手术模板设计,由于手术过程中需进行定位的部位为股骨的关节部位,根据手术需要,手术模板需设计为两块可配合起来的子模板,每块子模板上都设计有多排定位导筒,起引导骨钻在拟选定骨块上打孔的作用。导筒的方向、深度在术前就按照定位与受力的需要设计好,以提升整个手术的质量。设计好的手术模板3D模型如图6(a)及图6(b)所示,两块子模板板分别保存为STL格式模型。
手术模板的成型在华南理工大学与广州瑞通激光科技有限公司联合研发的DiMetal280选区激光熔化快速成型设备上进行。主要设备及参数指标如下:激光器选用1 075 nm SPI 200 W连续式光纤激光器,最大成型尺寸为280 mm×280mm×300 mm;激光扫描方式为振镜扫描后f~θ透镜聚焦,光束质量因子M2≤1.1,聚焦光斑直径为30~50μm,铺粉厚度为10~100μm。成型材料采用500目水雾化316 L不锈钢粉,成型过程采用纯度为99.8%的氮气作为保护气体。
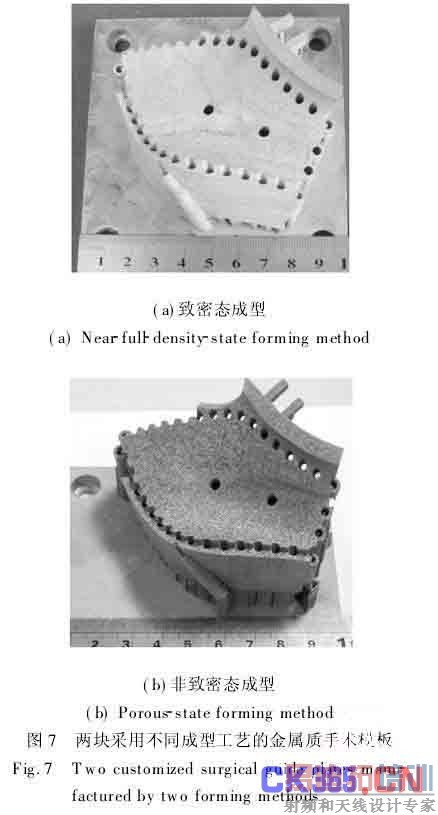
为了对比成型效果,分别采用了致密态成型方法以及非致密态成型方法,扫描策略都采用图5所示的邻层互错隔层正交扫描,并且对除最后10层外的存在大连续扫描区域的层进行了分区处理。除扫描速度外,两种成型方式的加工参数相同,均为:激光功率150 W,层厚20μm,扫描间距0.08 mm。致密态成型的扫描速度为400mm/s,非致密态成型的扫描速度为800 mm/s。图7是两块分别采用致密态成型方式以及非致密态成型方式成型的手术模板,图7(a)采用致密态方法成型,尽管成型件外表更为光洁,但成型时间达30 h,手术模板质量为188.3 g;图7(b)为采用非致密态方法成型的手术模板,成型时间仅为17 h,质量仅有154.1 g,硬度为HB124,能满足使用要求,既提高了成型效率,也大大减轻了成型件质量。
由于对关键层采用了分区扫描,并且对悬臂结构添加了支撑,因此两个成型件都没发生大的热变形,成型精度都达到了±0.5 mm,能满足医用要求。
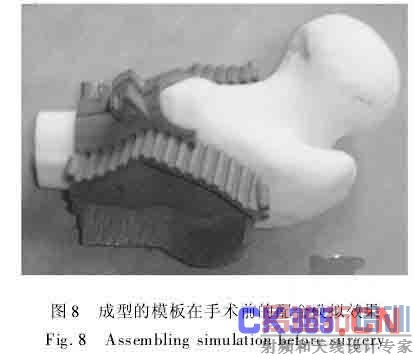
所成型的手术模板已应用到广州陆军总院的手术临床中,成功对一名男性患者股骨上部肿瘤进行了切除。应用表明,该手术模板能在患者手术部位准确定位(图8),操作过程适应性良好,能帮助医生更精确、快捷、安全地将病灶部位切除。
5 结 论
本文提出了采用逆向工程结合正向建模以及选区激光熔化快速成型技术实现全数字化金属质个性化手术模板快速设计及制造的方法,并对致密态成型以及非致密态成型金属质手术模板的工艺展开了研究。认为采用非致密态成型,配合邻层互错隔层正交、以及分区扫描策略可有效减轻手术模板重量,缩减成型时间并提高成型的尺寸精度。成型实例表明,全数字化设计及制造金属质个性化手术模板完全可行,采用致密态成型方法以及非致密态成型方法成型的两个手术模板都没有发生热变形,尺寸精度达±0.5 mm。非致密态成型件相对致密态成型件表面要粗糙一些,但成型时间节省43.3%,重量减轻18%。所成型的金属质个性化手术模板已成功应用到医学临床,能帮助医生实现手术准确、快捷、安全的定位。
参考文献:
[1] 李惠忠,扬光.定位导向模板结合CT图像在牙种植外科的应用[J].中国口腔颌面外科杂志,2008,13(4):189-191.
LI H ZH, YANG G. Application of surgical tem-plates combined with CT scanNIng in dental implan-tation [J].China Journal of Oral and Maxillofa-cial Surgery,2008,13(4):189-191.(in Chinese)
[2] THOMAS F, GUILLAUME CH, JACQUES L,etal.. Precise dental implant placement in bone usingsurgical guides in conjunction with medical imagingtechniques [J].Journal of Oral Implantology,2000,26(4):300-303.
[3] 史俊,徐兵,唐友盛,等.个体化复位模板在颧骨复合体骨折治疗中的应用[J].中国口腔颌面外科杂志,2005,3(4):311-314.
SHI J, XU B, TANG Y SH,et al.. The applica-tion of customized reduction plate in treatment ofzygomatic complex fracture [J].China Journal ofOral and Maxillofacial Surgery,2005,3(4):311-314.(in Chinese)
[4] 孟凡文,吴禄慎.用继承与优化算法精密拼接无序点云[J].光学精密工程,2009,17(4):825-831.
MENG F W,WU L SH. Registration of unorgan-ized point clouds by inheriting and optimizing algo-rithm[J].Opt. Precision Eng., 2009,17(4):825-831. (in Chinese)
[5] 韩立洋,郭旭红.逆向工程技术在机械领域的应用[J].苏州大学学报(工科版),2008,28(4):58-60.
HAN L Y,GUO X H. Application of reverse engi-neering in machinery field [J].Journal of SuzhouUniversity (engineering science edition),2008,28(4):58-60.
[6] 王臻,滕勇,李涤尘,等.基于快速成型的个体化人工半膝关节的研制[J].中国修复重建外科杂志,2004,18(5):347-351.
WANG ZH, TENG Y , LI D CH,et al.. Fabrica-tion of custom-made artificial semi-knee joint basedon rap id prototyping technique [J].Chinese J Rep-arative and Reconstructive Surgery,2004,18(5):347-351.(in Chinese)
[7] 王翔,赵钢,马德盛,等.微细光成型固化工艺参数优化[J].光学精密工程,2007,15(4):453-459.
WANG X,ZHAO G,MA D SH,et al.. Optimiza-tion of solidification process parameters in microstereo lithography[J].Opt. Precision Eng., 2007,15(4):453-459.(in Chinese)
[8] 杨继全,侯丽雅,章维一.台式快速成型装置的光学系统研究与开发[J].光学精密工程,2001,9(2):127-130.
YANG J Q,HOU L Y, ZH W Y.Optical system ofa desktop rapid prototyping and manufacturing sys-tem[J].Opt. Precision Eng., 2001, 9 (2): 127-130. (in Chinese)
[9] ABE F, OSAKADA K, SHIOMI M,et al.. Themanufacturing of hard tools from metallic powdersby selective laser melting [J].MaterialsProcessingTechnology,2001,111(1/3):210-213.
[10] 吴伟辉,杨永强.选区激光熔化快速成形系统的关键技术[J].机械工程学报,2007,43(8):175-180.
WU W H, YANG Y Q. Key techniques of selec-tive laser melting system [J].Chinese Journal ofMechanical Engineering,2007, 43(8):175-180.(in Chinese)
[11] AAMIR M, ERASENTHIRAN K,et al.. Highdensity selective laser melting of Waspaloy [J].Journal of Materials Processing Technology,2008,195(1):77-87.
[12] MORGAN R, SUTCLIFFE C J, O’NEILL W.Density analysis of direct metal laser re-melted316L stainless steel cubic primitives [J].Journalof Materials Science,2004,39(4):1195-1205.
[13] SANTOS E C, OSAKADA K , SHIOMI M,etal.. Microstructure and mechanical properties ofpure titanium models fabricated by selective lasermelting [J].Mechanical Engineering Science,2004,218(7):711-719.
[14] WU W H, YANG Y Q, H Y L. Direct manufac-ture of Cu-based alloy parts by selective lasermelting [J].Chinese Optics Letters,2007,5(1):37-40.
[15] 吴伟辉,杨永强,卫国强.选区激光熔化快速成型制造精密金属零件技术[J].中国激光,2007,34(s1):175-179.
WU W H, YANG Y Q, WEI G Q. Direct manu-facturing of precision metal parts by selective lasermelting [J].Chinese Journal Of Lasers,2007,34(s1):175-179.(in Chinese)
作者简介:
吴伟辉(1979-),男,广东化州人,博士,2001年、2004年于中南大学分别获得学士、硕士学位,2007年于华南理工大学获得博士学位,现为华南理工大学机械与汽车工程学院博士后,主要从事激光材料合成及成型、快速成型与快速制造方面的研究。E-mail: wuweihui_068@163.com
杨永强(1961-),男,河北定州人,教授,博士生导师,1982年、1987年、1993年于天津大学分别获得学士、硕士、博士学位,主要从事激光加工、快速原型以及金属材料等方面的研究。E-mail:meyqyang@scut.edu.cn
何兴容(1985-),女,四川南充人,硕士研究生。2007年于四川大学获得学士学位,主要从事激光快速成型制造方面的研究。E-mail: mint_hxr@163.com
丁焕文(1965-),男,湖南娄底人,主任医师,硕士生导师,1986年于第一军医大学获学士学位, 1994年于第三军医大学获硕士学位, 2007年于华南理工大学获博士学位,主要从事骨科临床及研究工作。E-mail: dhuanwen123 @yahoo.com.cn

