- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
大口径非球面精磨表面形状检测技术研究
录入:edatop.com 点击:
摘 要:介绍了一种大相对口径非球面精磨阶段面形的测量方法原理及实现其功能的软件设计。利用机械接触式装置,通过长导轨及其光栅探头的高度变化来直接测量非球面的矢高,并把所测得的三维数据传输给计算机。经数据修正和预处理,通过MATLAB软件计算得到整个镜子的面形特征参数。其结果用来指导大口径非球面的精磨加工。
1 引 言
长期以来非球面的制造与检测技术一直是制约其广泛应用的两大难题,尤其是大口径非球面的检测更是如此。众所周知,大口径非球面在精磨阶段的检测是影响整个非球面加工效率的关键所在。由于在精磨阶段非球面的表面较粗糙,不能用常规的方法检测,如刀口阴影法、激光数字干涉仪等进行检测。尽管可以使用CO2红外干涉仪来检测,但是红外干涉仪昂贵的价格对一般的加工车间难以使用。本文所介绍的定量检测大口径非球面的面形误差的方法是采用计算机与光栅传感器来检测精磨阶段的大口径非球面镜的面形质量。用光栅探头进行数据采集,经数模与模数转换后传输到计算机进行拟合处理和误差分析,拟合出实际加工的面形,再与理想的非球面面形相比较,从而求出非球面的面形误差函数和各种像差参数等,为抛光阶段提供原始数据。这种方法直观、成本低廉、操作简单,并且能达到精磨时所要求的精度。
2 采集数据
接触式检测装置是利用固定在非球面加工中心检测臂上的数字测微计和水平方向上的长光栅及固定在旋转轴上的圆光栅来进行三维定位的。由于非球面在直径方向上即X, Y方向上的定位精度对矢高的变化影响不大,故对X方向和Y方向定位精度要求不高,但是对Z方向上的精度要求较高,其精度为±1μm。采集数据点的方法如下:
现以一块相对孔径为1:2,直径为Φ850 mm,内孔径为150 mm的抛物面镜为例。采样数据点的分布在抛物面镜不同半径的同心圆上,如图1所示。

在测量前,调节转台和导轨,尽量使之水平,达到导轨不平度的精度。把抛物面镜水平放置在转台上,假设OA为测量的起始位置,测头清零,转台绕逆时针方向旋转一周,测得均匀分布在圆周上20个点的坐标值及各点的矢高值,通过计算机的串行接口,把测得的各个数据传输到计算机,回到起始位置后,通过导轨把测头向工件中心进给15mm,并清零,继续采集数据点,共测得20×20个离散数据点。
3 数据预处理
把测得的数据传到计算机后,然后进行数据预处理。
3·1 系统误差的处理
在测量数据前,首先检定整个系统的系统误差,做出误差表,然后取误差数值大小相同而符号相反的值作为修正值,将实际的测得值加上或减去相应的修正值,得到不包含该系统误差的测量结果。由于修正值本身也有一定的误差,所以不可能将全部的系统误差修正掉,存在少量的系统误差,对这种残留的系统误差在实际中按随机误差进行处理。
3·2 去除测量中的粗大误差和偶然误差
在测量过程中,必须保证测量条件的稳定,避免在外界条件发生激烈变化时测量。经过系统修正后的数据,从数据中进行分析,剔除明显偏离的数据点。在实际中,由于测量次数少,采用t检验准则进行剔除,其特点是首先剔除一个可疑的测得值,然后按t分布检验被剔除的测得值是否含有粗大误差。
4 数据处理
采集数据过程中,既可以只对某一截面采集数据,也可对整个面采集数据。同预处理方法一样,可分两个层次对镜面进行数据处理。
4·1 对任意截面进行测量和数据处理
在实际加工中,为了节约时间,实际上可以只测抛物面上任意截面的几十个数据,利用局部线性插值法来进行数据处理,给出所测截面的形状曲线和结果数据。任选某一截面共2×20个数据点。Z(ri,θj)为所测得任意数据点,当θj固定时,对Z(ri,θj)进行分段插值,有
![]()
式中,k为要插入的接点数; k表示同一母线上相邻两点间在等距插值点后的高度差。设插值后的面形误差用Z′(ri,θj)表示,Z′(ri,θj) =Z(ri,θj)+ k。
图2是用局部插值法拟合出来的截面图,其截面与X方向成90°。从图中可以看出非球面的截面情况,即pv=0·474 9μm,rms=0·088 4μm。

4·2 全孔径测量和数据处理
全孔径测量主要用于终检和数控抛光,这是利用zerNIke多项式对所测的离散数据点进行拟合所得到的实际的加工波面,从而求出各种像差参数。
4·2·1 离散点上正交多项式的构造
zernike多项式仅在连续的单位圆上正交,而在单位圆上或在圆内的离散点上不是正交的。由于在实际的应用中,所遇到的都是离散的,因此,有必要构造离散点的的正交多项式。
![]()
式中,W(ρ,θ)为某点波前;Vj(ρ,θ)为在离散点上的正交多项式。由此有
![]()
式中,F为常数;N为数据点的最大个数。设Uj(ρ,θ)为zernike多项式,则由Gram-Schmidt正交化方法得

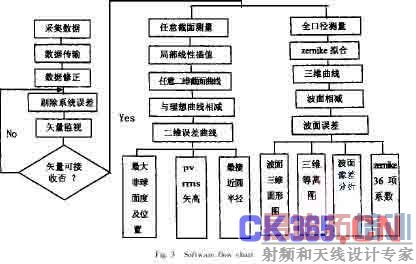
5 软件结构
该软件的主要程序是利用数值计算功能强大的MATLAB数学软件编制而成,该软件具有丰富的函数库,简洁直观的程序开发环境。把MATLAB的程序通过VC++编译后,在VC++上调用经过编译的程序,这样可以提高程序的运行速度。软件的界面是利用VC++编制而成的,充分利用了VC++在开发应用程序界面上的强大功能。
整个软件的基本框架如图3所示。整个数据的误差来源主要是数据采集与数据修正。
6 软件仿真
由于实验设备正在加工之中,这里假定误差数据是利用zernike多项式拟合,并经数据处理后拟合出的图形。如图4所示,其pv=3·064 1μm,rms=0·320 4μm。截面图是角度与经圆心与Y轴平行的一个截面,其pv= 1·042 3μm, rms=0·258 0μm。图5是经过去倾斜、离焦、慧差后的图像,其pv=-0·011 6μm,rms=0·230 0μm,截面的pv=0·424 4μm,rms=0·067 2μm。
7 结束语
本文给出了一种基于zernike多项式拟合的精磨面形检验方法,并验证了该软件的可行性。尽管此法不如干涉仪直观,由于仪器的精度和测量时修正等客观因素的影响,不如干涉仪精度高,但是它对于大口径的非球面精磨来说,在干涉方法不能使用的情况下却是一种行之有效的方法。
参考文献:
[1]余景池,张学军,等·计算机控制非球面加工精磨阶段的检测技术[J]·光学技术,1998,(5):38~40·
[2]费业泰·误差理论与数据处理[M]·合肥:合肥工业大学出版社(第三版),1997·
[3] R E帕克斯著;揭德尔译·测量模板误差的消除[J]·光学技术,1982·(4)·
[4] Daniel Malacara·Optical Shop Testing [M]·John Wiley & Sons Inc,1978·
[5]韦春龙,陈明仪,王之江·运用泽尼克多项式的相位去包裹算法[J]·光学学报,1998,(7): 912~913·
[6]普里亚耶夫著;杨力译;潘君华校·光学非球面检验[M]·北京:科学出版社,1982·
[7]高俊斌·MATLAB5·0语言与程序设计[M]·武汉:华中理工大学出版社,1998·
作者简介:唐健冠(1976-),男,湖南省武冈人,中国科学院光电技术研究所硕士研究生,主要从事测量控制与检测技术的研究。
上一篇:基于单片机的便携式心电监测仪
下一篇:相关流量测量技术发展

