- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
PCL-818HG的吹塑温度压力测控系统的开发
录入:edatop.com 点击:
<script language="javascript" src=""></script>
1.系统概述
在挤出吹塑的生产过程中,物料是在一定的控制温度、螺杆转速和压力下,经机筒的加料段和均化段通过机头把熔融物料送入模具中经吹胀冷却后形成制品。挤出机" title="挤出机">挤出机 温度、挤出过程的压力以及制品的冷却温度是三个重要的因素。系统中采用研华的PCL-818HG数据采集" title="数据采集">数据采集 卡并使用VB开发出温度压力测控系统" title="测控系统">测控系统 ,实时测量" title="实时测量">实时测量 挤出过程的压力、吹塑制品的冷却温度以及实时控制挤出吹塑机的温度。
2.系统配置
温度的测量采用工业铠装热电偶, 压力传感器采用的是PT124型压力传感器。
现场数据采集选择研华公司的数据采集卡" title="数据采集卡">数据采集卡 (PCL-818HG),该卡具有有12位A/D转换, D/A转换,数字量输入, 数字量输出以及可编程计时 /计数功能。可编程控制的增益放大器 (X 0.5,1, 5, 10, 50, 100, 500, or 1000)使得无需外部信号放大器就能获得微弱的输入信号。板上 1K字节的FIFO数据缓冲器提供了在Windows系统下高速的数据传输性能。自动通道扫描电路和板上的SRAM可以用 DMA或者在每个通道不同增益的情况下进行多通道A/D转换。
3.控制系统设计
在挤出吹塑的过程中,有加热、散热和产生热量的过程,在稳定的工作情况下,所有这些热量达到平衡从而使挤出物料的温度达到某一动态平衡,而压力对于物料的流变性能来说也是重要的影响因素,因此挤出过程的温度和压力很重要,需要实时测量。在吹塑的冷却阶段,制品的冷却温度是一个重要的工艺参数,它对吹塑的生产率的提高有重要的意义。因此,在挤出吹塑中需要对冷却温度做较精确的测量。
3.1 温度控制系统的实现
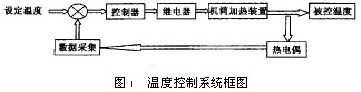
吹塑生产线的温度系统框图如图1所示:
挤出机的温度经热电偶采集到计算机中,和事先设定好的温度做比较,如果温度大于设定值则计算机发出一个信号给控制器,控制器采用脉冲调宽技术,按时间周期占空比的PID控制规律发出一个对继电器的操作,使挤出机加热装置停止加热,反之亦然。可以用VB设计几个文本框控件,分别用这几个文本框来显示设定的温度和测量的温度。控制器实际上是一个用VB编制的控制模块" title="控制模块">控制模块 ,这个控制模块要实现设定温度与测量温度的比较,得到偏差信号,根据偏差信号的正负与大小,进行时间周期占空比的PID控制算法,从而得到控制输出信号。然后通过通信端口发信号给固态继电器进行加热、冷却控制操作。
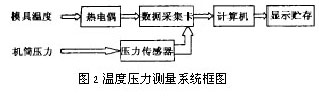
温度压力测量系统如图 2所示。
3.2 数据采集程序的编制
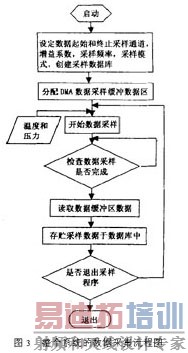
整个系统的数据采集流程图如图 3所示。
数据采集程序采用PCL-818HG的DLL中的API函数来实现DMA的数据采集,这样就可以避免传统的Windows编程所带来的驱动程序的编写问题。由于Visual Basic是一种具有很强的兼容性, 可视化界面设计技术, 完善的程序调试和错误处理功能, 强大的数据库访问功能以及支持DLL动态链接库功能的Windows编程工具, 所以本系统采用Visual Basic来编制。在编制程序之前须要将采集卡驱动程序 Driver.bas模块加入程序中,然后就可以使用PCL-818HG的DLL中的API函数了,当然在编程使用前须要先声明一下。
4.结论
在PCL-818HG数据采集卡的基础上,利用VB编制出温度压力测控系统。实际运行证明该系统不仅可行而且效果较好,能实时对温度和压力进行较理想的测量和控制。
上一篇:熔断器老化状态多因子检测系统
下一篇:电信级以太局域网测试技术的研究概述

