- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
RFID技术在自动化立体仓库中的应用设计
录入:edatop.com 点击:
根据现代物流系统中的自动化立体仓库的管理,射频识别技术的基本原理和射频识别技术具有信息无线传输、信息传递量大和信息传播方便准确等特点,结合自动化立体仓库的工作情况,把射频识别技术应用到自动化立体仓库中,构建出一个基于射频识别技术的自动化立体仓库。通过实践检验,该系统处理信息的速度比传统方式提高了10倍以上,同时能实时处理数据信息,满足了现代物流系统的需要。
随着自动化立体仓库系统设备的生产技术逐渐成熟和应用的逐渐普及,传统的以手工记录为主的管理方式已不能满足企业目前的需求,而磁卡、条形码等技术由于自身存在的缺陷,已经不适合今后物流业发展的需要。这些模式在现代企业的发展过程中己暴露出许多缺点,大大影响了企业实现信息自动化的进程。
RFID技术是一项新兴的、先进的自动识别技术,它在各行业的广阔发展前景己经引起了世界各个国家、各个企业的普遍重视。RFID技术具有其他识别技术所不具备的防水、防磁、耐高温、使用寿命长、读取距离远、读取方便快捷、标签上数据可以加密、存储数据容量更大、存储信息更改自如、形状多样化等优点。RFID技术的出现,解决了数据自动识别的难题,处理信息更为快速、准确,减少了人工干预,避免了繁琐的手工输入等流程,从而降低了生产成本。因此,本文提出了一种将RFID技术应用于立体仓库系统的设计,不仅可以较高的精度和速度实现80个仓储库位的自动化仓库的正常运行,也能适应于现代工厂企业的生产管理。
1 射频识别(RFID)技术
1.1 射频识别技术介绍
射频识别技术(RFID,Radio Frequency IdentifICation)是一项利用射频信号通过空间藕合(交变磁场或电磁场)实现无接触信息传递并通过所传递的信息达到识别目的的技术。基本的RFID系统一般由电子标签、天线、阅读器等组成。
(1)电子标签(Tag)。由藕合元件及芯片组成,每个电子标签具有全球的识别号(ID),无法修改和仿造,提供了安全性。电子标签都要附着在物体上以标示目标对象。电子标签中一般保存有约定格式的电子数据,如保存了待识别物体的种类、生产批次、数量以及所在货架的库位编号等信息。
(2)天线(Antenna)。在标签和阅读器间传递射频信号,即标签的数据信息和阅读器发出的命令信息。
(3)阅读器(Reader)。读取或写入电子标签信息的设备,包括手持式和固定式。阅读器可无接触地读取并识别电子标签中所保存的电子数据,从而达到自动识别物体的目的。并与计算机相连,对所读取的标签信息进行处理。RFID系统的构成如图1所示。
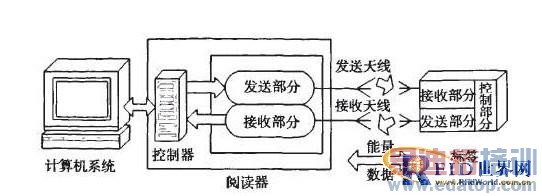
图1 RFID系统构成
与传统识别技术相比,RFID有以下优势:处理速度快;体积小、形状多样化;抗污染能力强,经久耐用;可重复使用;穿透性强,可实现无屏障阅读;数据的记忆容量大;安全性高。
1.2 射频识别技术工作原理
读写器通过其天线在一定区域内发射能量形成电磁场,区域大小取决于发射功率、工作频率和天线尺寸。标签进入这个区域时,接收到读写器的射频脉冲,经过桥式整流后给电容充电,经过稳压后作为工作电压。同时,数据解调部分从接收到的射频脉冲中解调出命令和数据并送到控制逻辑,控制逻辑接受指令发送出存储在标签中的产品信息(Passive Tag,无源标签或被动标签),或者标签主动发送某一频率的信号(Active Tag,有源标签或主动标签)。读写器接收到返回的数据后,解码并进行错误校验来决定数据的有效性,然后送至中央信息系统进行有关数据处理。
2 RFID技术的自动化立体仓库的总体设计
2.1 自动化立体仓库系统的构成
自动化立体仓库系统的主体是自动化立体仓库,为了实现物料的自动存储和取出,还需要相应的管理监控系统,因此系统的组成如图2所示。
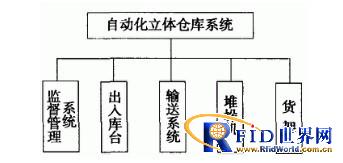
图2 自动化立体仓库系统的构成
2.2 自动化立体仓库系统主要组成
(1)主控制器。本设计所采用的主控制器采用西门子公司的小型PLC,它具有40个数字量I/O点的处理能力,并拥有两个通道的通讯/编程口,能实现系统中多个站点的网络控制功能。
(2)检测装置。系统的检测包括库位检测、系统各执行机构的状态判断等,使用的检测装置包括接触式位置传感器、光电传感器(欧姆龙CX-24)、旋转编码器(欧姆龙E6A2-CW5C)等。
(3)堆垛机。自动化立体仓库系统中主要执行机构是堆垛机,其作用是从货架上自动存取货物。本系统中设计的堆垛机主要由步进电动机组成的三轴运动机构组成,所选用的电机采用HS系列高扭矩的方形混合式步进电机,体积比较小,精度高,由它所组成的堆垛机配合PLC控制器能满足准确定位的要求。
(4)输送系统。其作用是将货物运送到堆垛机或从堆垛机将货物移走。常见的输送机有链条输送机,皮带机等。
(5)RFID系统。该系统选用日本欧姆龙公司生产的V600系列作为RFID系统,该装置为电磁耦合方式,振荡频率为530kHz。主要包括有读写头、ID控制器、无源电子标签。
①读写头,型号V600.H11,它是电子标签与ID控制器交互信息的桥梁,属于放大器内置型。通过读写头可将主机的命令通过ID控制器发送给一定范围内的电子标签,同时将电子标签的响应信息传递给ID控制器。②ID控制器,型号V600-CA5D02,用来与V600-H系列的读写头进行连接,执行主机对电子标签的读写操作的命令,同时返回电子标签的响应信号给主机。③电子标签,型号V600.D23P66N,它是欧姆龙V600系列里面的无电池数据载体,归属于无源电子标签。
2.3 系统流程分析
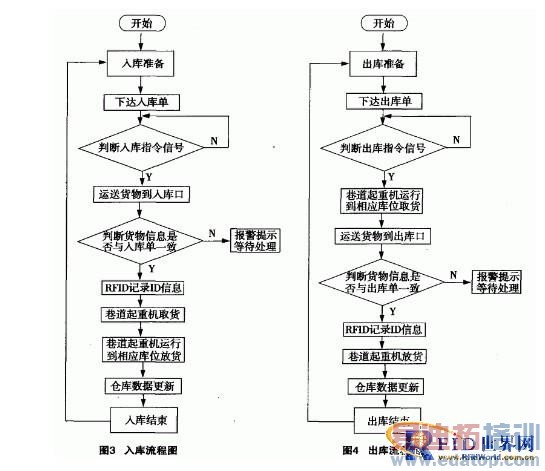
根据货物的流向,系统的主要流程分为入库操作流程和出库操作流程,如图3和图4所示。
(1)入库作业流程
①入库准备。系统的入库准备包括系统状态的初始化和数据初始化,此时堆垛机处于初始状态,ID控制器做好检测货物的准备。②入库单下达。入库单下达可以通过手动方式或电子版形式送达到主控制器中,主控制器根据入库单的信息,识别出货物的种类,同时还需要处理读写头反馈的检测货物的ID信息,将二者信息进行比对,当货物信息与入库单一致时,系统自动分配一个库位号给入库货物,由读写头写入到电子标签中去。③入库进入。入库进入是指堆垛机由入库口转移到取货台上去。系统根据货物分配的库号,给堆垛机分配一个空间坐标点,此时堆垛机由初始状态运行到入库口,将货物由载货台上转移堆垛机的取货台上去,为下一步上架做准备。④入库上架。入库上架为仓库入库的最后一个操作步骤,堆垛机将取货台上的货物放入到指定的库位中去。堆垛机根据系统的分配的空间坐标点,自动寻找一条最优轨迹,将货物从入库口位置送达到立体仓库中去。⑤入库结束。货品上架后,堆垛机返回到待命状态,系统更新库位数据并完成相应的记录。
(2)出库作业流程
①出库准备。系统的出库准备与入库准备类同。②出库单下达。出库单下达可以通过手动方式或电子版形式送达到主控制器中,主控制器根据出库单的信息,识别出货物的种类,同时还需要处理读写头反馈的检测货物的ID信息,将二者信息进行比对,当货物信息与出库单一致时,系统准备出库。③出库进入。系统在确认出库操作后,根据出库单所确定的库位信息,堆垛机将会获得到一个确定的空间坐标点。在主控制器的操作下,堆垛机将沿着最优路径从当前位置到达指定仓位。④出库下架。在库区内,堆垛机从指定仓位取下货物,同时读写头读取货物ID信息并反馈到主控制器中。主控制器判断出库货物信息与出库单信息是否一致,当信息确认后,执行取货操作,将货物运送到出库口,同时电子标签系统将出库信息写入到电子标签中去,更新存储数据。⑤出库结束。堆垛机返回到待命状态,系统数据更新,并完成相应的记录。
3 程序设计
在整个系统的运行过程中,核心的控制技术包括两方面:一方面是自动化仓库中堆垛机的自动寻轨和空间定位;另一方面就是RFID系统自动检测和更新数据信息。
由系统流程图(见图3、图4)可见,RFID系统在应用中主要分成两部分功能,即读信息操作和写信息操作。对于电子标签的读写操作,在对应的系统中都有相对应的固定通讯格式,用户只需按照通讯格式就能完成相应的控制。
通过变更通讯格式中的命令代码,就可以实现诸如读操作和写操作等命令。下面以主控制器控制读写器完成读的操作为例来说明程序的设计。
为了完成PLC控制ID控制器时,需要PLC控制器发送正确命令给ID控制器,因此采用控制器的自由VI指令XMT(数据发送指令)与RCV(数据接收指令)来完成操作ID控制器的目的。
当货物到达入库口时,光电传感器的开关信号触发,此时PLC执行端口发送指令XMT,端口发送的是自动读取命令(AUTO READ),然后PLC再通过端口接收指令RCV接收读取到的货物信息,通过系统处理判断,当入库货物与入库单的信息一致时,根据入库流程,下达入库指令,入库子程序启动,完成入库。
4 结束语
实践证明,应用RFID系统达到了高效、快速的目的,可替代原有生产线上的部分传感器等检测设备,节省了空间和相关控制器的I/O口,降低了编程的复杂度,加快了物料的周转,提高了装置的生产效率、准确性和安全性。

