- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
应用RFID的数控刀具识别系统设计与试验
录入:edatop.com 点击:
引言
随着现代制造技术的不断发展,数控机床的应用日益广泛。其中,加工中心已经逐步成为机械加工车间的主流装备,加工中心是具有刀库的数控设备,刀库中预装有加工所需的各种刀具。根据加工需求对加工中心刀库中的刀具进行调度、换取。换刀的效率、稳定性将直接影响到生产能否正常持续地进行下去,其重要性是显而易见的,识别是换刀工作进行的基础。
加工中心换刀识别有两种:刀位识别和刀具识别。本文研究的基础是对刀具编码识别,服务于刀库中换刀功能的快速实现。现有的机床刀具识别方法是在刀具表面贴上条形码或者对刀具表面进行激光标刻来进行识别。但这些识别方法在实际应用中有其缺点,比如:条形码易脱落,识别条件苛刻;激光标刻成本高。
本文将无线射频识别(RFID)技术应用到刀具识别系统中。射频识别是一种非接触式的自动识别技术,通过射频信号自动识别标签并获取数据信息。首先由PC机通过串口与射频识别模块通信,将数控机床刀具的所有几何尺寸和技术数据写入电子标签中,如:刀具编号、名称、参数及使用寿命等;然后将存储刀具信息的抗金属电子标签安装到对应的刀具上,管理人员可随时通过射频识别终端对刀库中的数控机床刀具信息进行查询,实现对库存中刀具的有序管理。
1 系统总体方案设计
1.1硬件工作平台
本系统硬件工作平台的结构组成主要包括:刀库工作系统、射频识别系统、上位机管理软件和便携式微控制器。其中,刀库系统选用圆形刀盘回转装置,由步进电动机驱动运行,硬件工作平台如图1所示。
1.2系统工作原理
本系统功能主要由两方面组成:1)刀具信息管理功能。主要是实现对表面装有电子标签的数控机床刀具所含信息在上位机数据库中的查询、显示、更新甚至删除;2)刀库中刀具的识别功能。主要是实现刀盘中刀具位置的查询和定位,并且实现对刀库中随机存放的刀具的快速选择,就近空刀位置存放刀具,在液晶显示器上显示出工作过程和刀具信息。
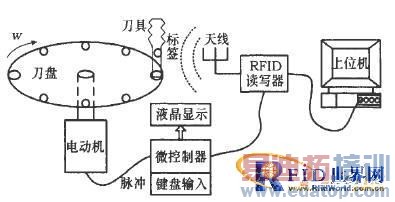
图1硬件工作平台
系统功能实现的基础是无线射频识别(RFID)技术。RFID的基本工作原理是电子标签内部存有刀具信息,当置于读写器天线的射频工作范围后,读写器向电子标签发出电磁波(命令、能量、时序),最后通过天线将电子标签中数据回送给读写器。读写器实现对标签识别码和内存数据的读出或写人,并将读出的数据通过串口传给上位机进行分析处理,或与微处理器通信,实现刀库中刀具识别和定位。
2 RFID识别系统设计
2.1 RFID硬件电路设计
MF RC500为非接触式通信中高集成读卡系列芯片,集成了在13.56MHz下所有类型的被动式通信方式和协议。
系统电路图主要包括3个部分:MCU处理器、RC500内部电路和外部电路。MCU与RC500为并行连接AD。RC500内部电路主要包括发送部分、数字部分以及8位并行口。外部电路包括一个低通滤波器、接收电路、天线匹配电路和天线。低通滤波器根据国际电磁兼容性(Electro Magnetic Compatibility,EMC)条例对发射波中更高的谐波进行滤除,由元件L1和C1。组成。接收电路由元件R1、R2、R3和R4组成。RC500内部产生的VMID电势作为腿脚的输入电势,两者之间连接一个分压器,在VMID引脚处再接一个对地电容c3提供稳定的参考电压。天线匹配电路由元件C4、C5组成。刀具射频识别系统主框图如图2所示。
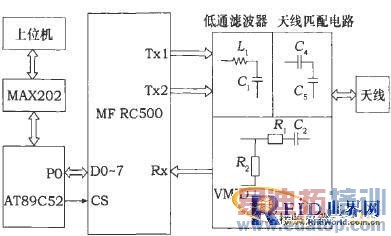
图2刀具射频识别系统主框图
13.56MHz NFC天线,13.56MHz RFID天线设计培训课程套装,让天线设计不再难
上一篇:基于RFID技术的车联网信息安全分析
下一篇:基于RFID的博物馆人机互动定位系统

