- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
LDS技术在模塑互连器件选择性电镀中的应用
录入:edatop.com 点击:
摘要
现在的生产厂商所面临的挑战是复杂部件通过功能一体化逐渐变得更小,以及更短的生产周期,特别是电子产品中的高价值功能部件,这种情况也越来越多的出现在汽车、医学以及通信领域中。此外,大部分产品面临的竞争压力越来越多,更高的性能、更高的可靠性,以及更低的价格。
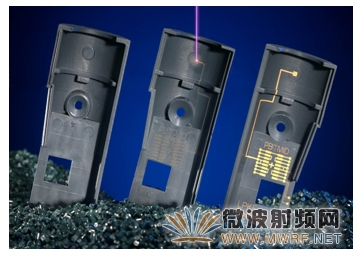
以适当的连接和集合技术联合起来的模塑互连器件(MID)能很好的缩减零部件的数量和集合支出。模塑互连器件利用塑料成型空间可能性将机械或电子结构做成模具,从而实现一体化。
典型的机械功能,例如按键、插头及其他的连接部件,同时被集成一个电路运载体的服务功能性部件。
根据不同的目标,简单的电路线条可以代替电缆以及精细电路作为一个传感器模块或芯片载体用于很小的空间。
借助由LPKF公司研发的激光直接成型(LDS)工艺,可以实现高性能复杂的三维电路布局,并实现了上述功能的统一的机体座和电路板。
此工艺的基础是塑料的热塑性,首先借助激光设计出电路结构,进而进行无电的化学沉铜。
激光直接成型(LDS)工艺
在很长一段时间里,三维MID结构被制成两部分模塑(双注塑技术),通过表面化学活化和选择性电镀- 一种只有对大批量零件有经济意义的高原始成本的工艺。
相比之下,激光成型的引入,使得MID制造商有可能淘汰双注模技术而采用单一组件成型。
正向的LPKF-LDS与负向的激光成型工艺相比,其特点是流程更为简单,仅仅以下三个生产步骤:
·塑料注射成型
·激光成型/ 活化
·金属化(化学镀Ni/Au)
激光直接成形相较于传统的工艺,在形成极精细的电路结构方面提供更广泛的范围。
此外,它也使电路设计具有较大的灵活性,通过数据变化可以很容易的对其修正,而且无需对设备内部结构进行修改。
这种灵活性使采用激光直接成型工艺于生产开发过程,能够避免在确定生产工艺可行性的前期阶段存在的复杂转换。
激光塑模的选择和可行性在电子工业中的需求,为激光直接成形程序的生产利用提供了重要的条件。这是受到材料发展和各自生产厂商和相应经营许可协议保护的。
工艺原理
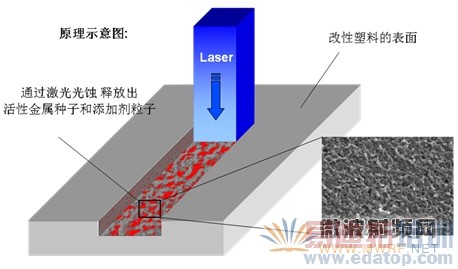
本工艺避开先前MID工艺被熟知的缺点,修正了热塑性致使有机金属络合物被溶解或分散在基体中。改进的方法是,这种特殊的化学混合物,经激光束辐射,催化沉积在辐射领域的选择性金属,从而进行无电电镀过程。
首选的化合物是pd2+或Cu2+重金属的螯合物。
该金属螯合物要满足多种要求。热稳定性必须是热塑性基体达到足够的工作温度,金属被分散成原子并且有机配体在一定能量波段的激光下。其他标准如下:
·与聚合物基体很好的相容性
·电性能稳定性;
·充分可溶性,特别是分布在基质中
·对基体无催化活性
·塑化稳定性
·无毒性
电子结构的重要条件是电路的结合力,为了确保电路在热循环下对基材有足够的结合力,需要有很高的初始粘结力。
根据DINIEC326对印制电路技术的规定,附着力值是0.6-1.1 N/mm。
与此相比,激光束的另一重要特性是它不仅选择性的分离金属螯合物并且可以引起聚合物表面融化。
因此,聚合物分子吸收激光束能量后可以引起化学键激发和震动。
当能量达到一个极小值时,高分子链就会断裂。
实际上,激光束的作用近似于光化学切割于松弛的结构,使原材料受热升华。
长波长激光在此升华过程中是至关重要的,比如由ND:YAG产生的λ=1064nm的激光。
通过对难以融化的无机填料的聚合物进行改良,用激光在聚合物表面形成微小洞穴及凸起结构,没有进一步可能使塑料和化学镀铜沉积很好地粘附。
激光作用于塑料表面的原理方法详见下图。
MicroLine 3D是专门为模塑互连器件的LDS工艺而开发的激光系统。激光处理材料主要的优点是对材料破坏影响小并且处理速度快。
除此之外,电路设计是由计算机控制的投影器完成的,不是通过固定的几何工具。(例如在压模成型或2K塑模中)。
这种设备缩短了生产时间同时具备灵活性和经济性。每个LPKF三维微线激光系统的核心是三轴投影器。
可以通过高速控制器和高精度光学制作100微米的三维微小结构。
波长1064nm的二极管固体聚焦激光束被镜面分散几乎不存在电路载体表面的惯性。
激光束被平场聚焦透镜聚焦到一个工作水平。线性转换器,望远镜的可控移动镜头,通过专用散聚镜望远镜实现沿纵向聚焦。
结合望远镜和反射镜偏转系统。激光能以高达4000mm/sec的速度处理复杂的三维表面形态。
除了实际塑型时间,部件处理周期对LDS的生产也很重要。
由于模塑互连器件具有不同的型号和形状,处理装置适应于部件的几何要求。视觉上的循环索引系统以及可利用的工件运输系统作为基本系统。
生产用热塑性材料
有各种有趣的技术塑料可以用在电子工业。模塑互连器的组合插件大大减少。重要的标准是镀金、金属附着,以及表面贴装应用,必要的温度稳定性。
模塑互连器制造过程也往往进一步减少选择。例如,只有特别性质的热塑性塑料可以被用作二组份塑模成型(填补细小孔隙的较低的熔融粘着力)。
从原则上讲,激光直接成型工艺的材料不受上述限制。此工艺采用单组分注塑成型,因此不需要特殊的生产性能。
镀层金属的活性和黏着性由描述的表面处理所决定。
只有耐高温要求对许多可用材料的应用具有限制。
但是,如果没有焊接或其他原因对热稳定性更高的要求,原则上,任何塑料都可以用作激光直接成型的塑模上。
LDS工艺原型设计
使用LPKF LDS程序可以将已经灵活运用于产品开发的MID制造工艺插入到大量生产,从而避免从原型到大量生产的复杂转换。
利用原型在产品开发中的进一步的优势是:
·通过缩短开发周期得到市场肯定
·可以在几天内提供开发样本
·工作进程中结构和电路布局变化能够尽早发现
·节省开发成本
·更早验证产品性能
在热塑性塑料的生产中,对原型来说配合物中的添加剂是必要的。
由于原型设计使用聚氨酯(PU )热固性树脂,只有一个部分是最好改良的,树脂。
特别合适的工艺包括聚氨酯树脂(纯)真空成型。借助硅橡胶模具,在立体光刻技术基础上,运用真空投放工艺,25个PU模型可以较短时间出现在我们面前,真空形成的原型可以被激活,特别是在产品生产原型在激光作用下被活化并进行电镀。
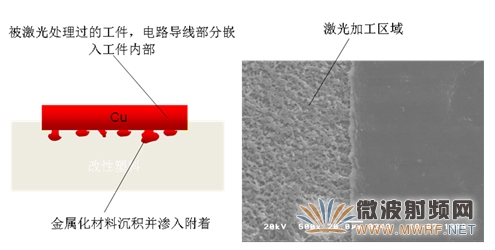
激光活化金属处理
正如金属配合物被激光分裂产生金属微粒,催化金属在激活区沉积。
为了使用化学镀铜电解液,典型的厚度为4-6微米,最后完成,如化学镀镍浸金(镍/金)在铜之后使用。
表1显示的是一个商业化金属制程。这是较传统的电镀塑料进程。
对生态不利的步骤如,三价铬酸侵蚀和催化剂,存在于不使用LDS的二注模工艺中。
| Working Steps 反应过程 |
| Cleaning 清洗 Chemical Copper 化学铜 Microetch 浸蚀 Activation 活化 Chemical Nickel 化学镍 Immersion Gold 沉浸金 Drying 干燥 |
典型的金属化是在滚桶里或挂具上操作的。
一体化的LDS金属化工艺投入适合生产的技术设备需要遵守一个全面的专有技术,来提供工艺窗口和良好控制的镀槽参数分析。
图7显示I&T企业对镀金属MID和LDS的工艺全面在线数据分析的自动生产设备。
MID发挥了核心作用。基线概念应该取代大量的零件,从而降低了制造成本。
结论
在LPKF-LDS帮助下,高效灵活地3D-MIDS生产技术成为现实与其他工艺相比,LDS使热塑的MIDs只需三步(注塑、激光成型、表面金属化处理)而避开其他复杂流程。例如,注塑模具和压花工具。
MID的核心是创新理念,是由澳洲l&T公司研发和生产的。
I&T公司,在汽车配线系统方面有多年的经验,在LPKF公司使用LDS协议的激光技术支持下,能够提供完整的MID结构和金属化包装。
一种特殊的挑战表现为,实验室金属化工艺投入大规模商业生产逐渐呈增长趋势,以质量和工艺稳定性,来满足汽车工业的需要。
微波射频网Rachel 编译整理
如何成为一名优秀的射频工程师,敬请关注: 射频工程师养成培训
上一篇:石墨烯基本概念与高频特性介绍
下一篇:从小时到分钟——滤波器频率调节的自动化
