- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
汽车用小型晶振的开发应用设计
录入:edatop.com 点击:
村田制作所1995年就已经推出了车载用陶瓷振荡子CERALOCK?CSTCC系列,又在2000年推出了小型的CAN(控制器区域网络)所需的对应窄频率公差的CSTCR、CSTCE系列,被安装于全世界的车载电子设备中。之后推出的高精度的晶振(HCR?),不断满足各种各样对时钟的需求。本文从车载LAN的动向,以及对所使用计时装置的性能需求着眼,介绍村田在时钟产品方面所作的努力。
车载LAN 的技术动向
现在的车载ECU间的通信中最常用的CAN是经ISO11898和ISO11519-2认证的通信规格,最大通信速度可达1Mbps.这里所使用的时钟设备的精度是由可达到ECU间的通信标准的配备条件来决定的,一般来说±3,000ppm精度的话是不会产生使用上的问题。
另外,FlexRay通信速度最大可提高到10Mbps,并且还能实现X-by-Wire的实时控制,是一种可用于转向和刹车、悬挂等控制中的通信方式。和CAN相比的话由于其通信速度加快了,所以要求精度必须在±500ppm以内。
作为最近的热门话题,车载Ethernet的讨论正在进行中。Ethernet是一种通过IEEE802.3标准化的通信方式,主要在OA设备等中被运用于100BASE-T等。将其导入汽车LAN,可应用于情报系统、相机的图像信号传输等。这里的通信用时钟设备也起着重要作用,需要数百ppm的精度。
像这样通过CAN来普及的车载LAN需要大容量高精度的通信,与此同时时钟设备也需要高精度。
车载用时钟设备的技术动向
车载用晶振从插脚型产品向8045→5032→3225和小型化转变。这是由于晶体产品整体的包装都在往小型化方向转变,加上汽车特殊的高温动作(+150℃)的要求,对提高焊接裂纹耐性等的要求也提高了。特别是为了提高ECU的处理性能,动作频率趋于高频化,可以预见小型化的需求将更加激烈。车载用电子元器件中:
· 广范围的动作温度(-40~+125℃、根据场合不同也可达到+150℃)
· AEC-Q200所代表的高信赖性
· 零缺陷等品质面的高要求
村田制作所已将满足这些要求的车载用晶振(HCR?)产品化。HCR?是以CERALOCK?的包装为基本构造,在内部安装了晶片的新产品,满足了CERALOCK?所达不到的高频率、高精度的要求。主要特征是:
· 彻底防止灰尘颗粒的制造工艺
· 焊接裂纹耐性提高的产品设计
· 实现了和现有的大尺寸晶体同等特性的小型尺寸
晶振有时会因为灰尘而发生不振动的慢性不良,所以零缺陷成为了重点。我公司从生产线的构造阶段开始,以不产生灰尘,并通过去除检查确立了独有的灰尘排除技术。焊接裂纹通过电路板电极尺寸的最优设计,达到热冲击在3000周期时裂纹进展率也能控制在50%以下。包装采用的是CERALOCK?常年实践下来的独特的非密封包装"cap chip"的构造。这是一种采用在陶瓷平板上将金属帽用树脂密封的简单构造,可以最大限度利用基板面积,使产品尺寸的比例足以安装大型的晶片,在实现低ESR的同时,兼备高经济性。
车载用小型晶振(HCR?)的产品规格
车载HCR?「XRCHA-F-A」系列的产品外观如图1所示,产品规格如图2所示。车载用晶体时钟的需求很多,从16MHz到24MHz都有相应产品。采用的尺寸是2.5×2.0mm,和同一频带的传统晶体相比体积减少了37%.此外,原来的晶振使用的是玻璃密封和熔接的是密封性的封装,HCR?如上所述,是在平板上用金属帽这种简单的构造,既经济又同时实现了高品质的晶振。主要面向ECU、ABS、EPS、车身ECU等,标准的高精度化车载ECU的应用。工作温度范围是-40~+125℃,但是也可以被应用在+150℃的环境。
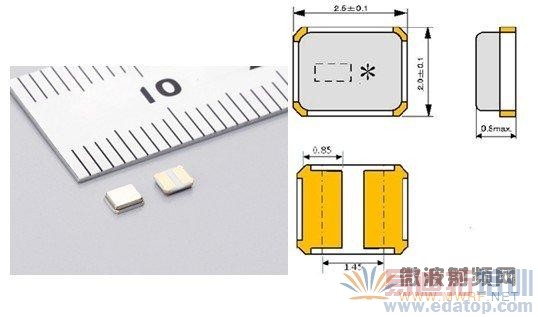
图1: XRCHA-F-A系列产品外观
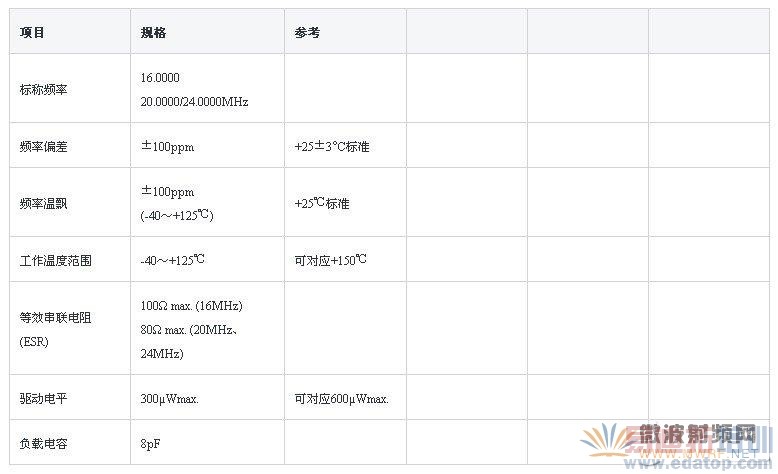
图2: XRCHA-F-A系列的产品规格
结束语
纵观自动控制技术,不仅高精度高性能的ECU间通信,今后还将进一步和各种各样的传感器节点、外部通信情报连接。另一方面,追求速度和效率的车载用时钟装置的小型化、高精度、高信赖性包括成本都将根据顾客的需求进行开发和产品化。
如何成为一名优秀的射频工程师,敬请关注: 射频工程师养成培训
上一篇:电子工程师标配十款经典RF射频器件
下一篇:射频接收芯片结构选择的几个要点
