- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
电子纸技术发展趋势
录入:edatop.com 点击:
虽然目前电子纸商品化多以黑白或单色、简单图像或文字应用为主,但未来的研发必是朝着高速应答、全彩化、可挠式以及低成本的趋势发展。然而技术发展蓝图却因各厂商的显示技术与策略而异,如E-ink先天受限于包覆于微胶囊内黑白粒子成色原理,需使用彩色滤光片达精细全彩化难度较高,故技术开发次序为1.低成本化与画质特性(对比度、反射率、高速应答)提升、2.全彩化、3.可挠化;Bridgestone则很早就致力于大型化、全彩化及可挠式,接着是高辉度、高耐久性等公用显示器需求,然后进行超低耗电诉求、主动式驱动、部份动画显示以及R2R生产。
(一)提升应答速度
电子纸反应速度约为数百毫秒,比不上LCD 4~8毫秒的反应时间,更远不及OLED以μm为计的速度,因此并不能完全取代显示器。一般认为重视动画、鲜丽色彩呈现的应用多半还是交给显示器,而电子纸初期适用于各种静止画面显示装置,或切换频率不快的场合。
QR-LPD属于干式电子粉流体,透过控制粉末表面特性至奈米级的变化,加上干式带电粒子在空气中具高流动性,原理上各画素具备0.2ms的极佳高速应答特性,如图5所示,然而高达70~80V的驱动电压也造成耗电量提升。QR-LPD的灰阶阶调表现是采用时间分割驱动,故为了不断满足多灰阶的发展趋势,必须减少粒子的移动时间,也就是必须提高驱动组件的载子移动率。
图5:电子粉流体之应答速度 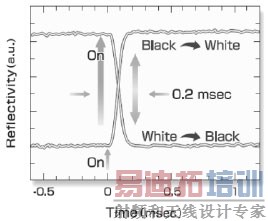
资料来源:Bridgestone,2008/8
E-ink第二代Vizplex的黑白反转速度从500ms提升至260ms,完整的灰阶显示应答时间约仍要740ms,此外,第二代Vizplex灰阶显示从4灰阶提升至8灰阶,但仍不敷使用。因此E-ink与Seiko-Epson共同合作开发出「Broadsheet」主动驱动控制芯片,不但提升至32灰阶状态,更增加区段改写画面功能。E-ink在Finetech Japan 2008上便做出黑白动画显示以及实时涂写板展示,如此快的应答速度一改传统电子纸的迟缓印象。
SiPix的技术开发显示到2008年底,其反应速度约为500ms,预计2009年底将可提升至300ms,届时驱动电压将从30V增加至40V,反射率约达45%。Fujutsu的FlePia彩色胆固醇液晶显示器可在8~4,096色转换,室温25℃下,显示8色时反应速度为2.3秒,显示4,096色的画面转换速度则需10秒,由于等待时间较长,主要用于静态的讯息显示。
(二)全彩化
单色电子纸商品目前已能进入量产,然而真正「杀手级应用」仍需仰赖全彩化技术,做法大致分为使用或非使用彩色滤光片两大类。采用彩色滤光片之技术与LCD较为类似,如E-ink即把Toppan开发的彩色滤光片放置于充填黑白微胶囊的前面板之上,每组画素由16灰阶、RGBW的sub-pixel所组成,而得到4,096色的彩色电子纸;但透过彩色滤光片后将被吸收7成光源,反射率大幅降低,使得显示器十分不明亮,E-ink尝试使用对比度高的电子墨水,然而也造成成本增加。而Bridgestone结合了电子粉流体与彩色滤光片也实现了4,096色、75ppi的A3尺寸彩色电子纸,2007年更发展出亮度增至2倍的A4彩色电子纸;目前Bridgestone为提高亮度与色再现性,正持续研究电子粉流体材料,以及改良该公司自主开发的电子纸专用彩色滤光片特性。
SiPix与传统胆固醇液晶型电子纸则无需彩色滤光片亦能达到彩色化。SiPix的原理是藉由在微杯中放置R、G、B三色液体达到全彩化,不会影响对比与色再现性,不过现仍在研发阶段。富士Frontech则采用光写入法与RGB3层胆固醇液晶反射外来光源,以达到全彩显示,并在2007年发表8吋和12吋可在8~4096色间转换、可挠的「FlePia」彩色电子纸显示器,以及由12吋拼装的大型彩色公用显示器;台湾工研院则发表全球第一片单层彩色胆固醇液晶型电子书,具备全彩、广视角、轻薄之特性,领先于传统全彩胆固醇堆栈RGB三色面板的方式。
(三)藉由软性基板实现可挠曲功能
电子纸若欲达到可挠诉求,必须选择塑料或金属基板,采用塑料基板的电子纸重量较玻璃材质减轻80%左右,厚度也仅0.3mm,十分符合轻薄、耐冲击等需求,用途也因此更加广泛。然而塑料基板欲克服的最大难题则在于材料耐热、耐化性较差,需持续改良基板材料或开发低温制程。
直接采用塑料基板的例子有2006年Bridgestone开发出当时最大尺寸的8吋彩色电子纸,使用单纯矩阵驱动,厚仅0.29mm;2007年Fujitsu亦宣布制作出A5可挠彩色电子纸,该产品反射率达30%,对比度为4:1。E-ink的第二代Vizplex也使用了可挠塑料基板,不同于第一代建制于主动矩阵TFT基板上,光玻璃基板厚度就有0.7mm,如图6所示,第二代产品则仅约0.3mm,但相对用于分辨率要求较低的市场。
图6:LCD与EPD显示器横剖面示意图 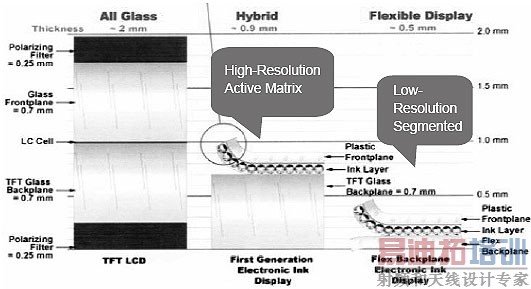
资料来源:E-ink,PIDA,2008/8
选择金属薄膜基板的厂商则以韩国LGD为主,LGD搭配E-ink电子墨水在2007年展示14.1吋、4,096色可挠彩色电子纸后,2008年进而发表了WXGA、16灰阶的A4电子纸,厚度约0.3mm,皆是将TFT制作于不锈钢板上的产品。但尽管金属薄膜可耐高温制程,抗水氧、抗化性也佳,但由于重量较重,挠曲性较塑料基板差,无论在R2R制程或商品化上都有缺憾。
除了直接将TFT制作于塑料或金属基板外,从玻璃基板转印技术也是常见的。台湾元太公司从飞利浦独家取得的EPLaR技术,是将在玻璃基板上形成的a-Si TFT电路黏贴到微胶囊型电泳前板上后,再通过雷射分离玻璃基板;另一种由Seiko Epson开发的SUFTLA转印技术,则是将制造在玻璃基板的LTPS TFT转印到塑料板上,配合E-ink的电泳技术在2006年已开发出7.1吋高精细度电子纸,厚0.43mm、397ppi、对比10:1。此类转印技术的好处是可使用原来Array制程,缺点则是大型化时容易在分离过程造成TFT电路毁损。
(四)Roll-to-Roll低成本技术
使用R2R滚动条式连续生产制程将会使生产周期拉长、产量提升,由于生产率会相对增加,因此成为降低成本的重要发展趋势。最早实现R2R制程的是SiPix前面板制造;而后台湾工研院与Bridgestone也陆续开发出电子纸基板使用R2R的生产方式。此外,与E-ink合作的荷兰Polymer Vision也于2007年底确定R2R量产制程。然而与E-ink有合作关系的飞利浦也表示:”当制造主动矩阵显示器时,传统制程比R2R更合适”;原因在于虽然R2R在产量有规模优势,但在工艺性能、制程缺陷反馈、成熟度等方面技术相对也提高,尤其R2R带来的在制品高存货、制程多样性之弹性降低,说明了R2R不适合主动矩阵背板制造的理由。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:AT89S51单片机开发板的设计
下一篇:CCD在老式仪表改造中的应用
射频和天线工程师培训课程详情>>
