- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
脉冲直流磁控溅射电源控制器试验分析
录入:edatop.com 点击:
磁控溅射镀膜机是制备全玻璃真空太阳集热管选择性吸收涂层的关键设备。为进一步提高选择性吸收涂层的性能,需要制备足够厚度的介质层,以降低选择性吸收涂层的反射率,增加涂层的吸收率。目前,Al-N/Al和Cu-Al/SS选择性吸收涂层介质层主要为AlN,采用磁控溅射镀膜技术制备选择性吸收涂层AlN介质层的沉积速率一般为1.5nm/min左右。而优质的选择性Al-N/Al和Cu-Al/SS选择性吸收涂层介质层厚度需要达到60nm~80nm。因此,仅制备介质层的工艺时间将达到40min~60min。工艺时间较长,生产效率较低。为了提高磁控溅射AlN介质层的沉积速率,提出了采用脉冲控制磁控溅射模式。
1 SPIK2000A型脉冲直流磁控溅射电源控制器工作原理
1.1控制原理
控制架构见图1.
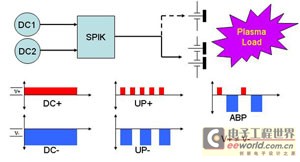
图1 控制架构
如图1所示,等离子能量的供应来自SPIK的大电容, SPIK提供固定电压及瞬间的高电流, 工作过程中激烈的能量反应由SPIK来承担。DC持续地对SPIK电容充电,SPIK可滤除DC的涟波,提供纯直流。控制器最高程控频率可达 50kHz,可自由调整脉冲时间控制参数T+on,T+off,T -on,T-off,快速电弧侦测、抑弧时间小于2 μs,多功能操作模式DC+, DC-,UP+,UP-, BP。
图2为对称(单DC)/非对称(双DC)脉冲输出图。
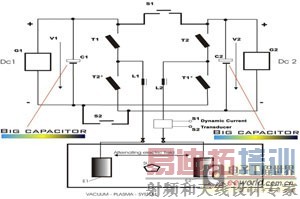
图2 输出模式
如图2所示,对称 (单 DC) / 非对称 (双 DC) 脉冲输出,可提供瞬间高功率产生高密度等离子体,可自由编辑任意波形脉冲输出。
1.2实验设备与对接方式
1.SPIK2000A型脉冲直流磁控溅射电源控制器,提供厂家为台湾伸昌电机股份有限公司。
2.镀膜机,全玻璃真空太阳能集热管镀膜机,腔体内径为φ750mm,中置柱状溅射铝靶,可镀φ37全玻璃真空集热管30支。
3.示波器,OS-5020型,提供厂家为韩国EZ.DIGITAL
对接方式为: 脉冲直流磁控溅射电源控制器电源输入端对接镀膜机直流电源的输出端,控制器输出端直接接镀膜机的阴极(靶)和阳极(机壳),即该控制器串联在原电源输出和镀膜机的阴阳极之间,控制器的控制电源单独提供。
2 实验过程与数据
2.1稳定性测试
2.1.1工作模式
图3为负脉冲模式下的波形曲线,波形参数为T on=20μs,T off=10μs,图3中红线部分为有直流脉冲控制器输出的脉冲曲线,对于一个波形周期,电流工作时间为20μs,非工作时间,即电容充电时间为10μs,曲线表现出典型的方波特征,且处于工作状态时,电压相对平稳,曲线显示电压波动在±10V以内(保守估算)。图3中蓝色曲线为输入到脉冲控制器的电压波形,即电源本身输出的电压波形,其中最大电压为304V,最小电压为264V,这表明由直流电源输出的电压波动在±20V范围内,相对稳定性较差。
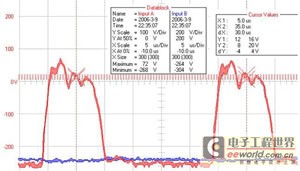
图3 负脉冲模式下的波形曲线
图4为双极性脉冲工作模式下的波形曲线,设定参数为T on=40μs,T off=10μs,T+on=10μs,T+off=10μs。由图4中红色曲线可以看出,在一个周期内,负脉冲工作时间为40μs。
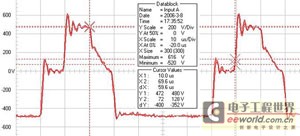
图4 双极性脉冲工作模式
波形为典型的方波,波形曲线平稳。负脉冲停止时间(即电容充电时间)为10μs,波形波动较大,正脉冲工作时间为10μs,波形波动也相对较大,正脉冲停止时间为10μs,波形则为斜波。对于反应磁控溅射的工作特征而言,只有磁控溅射靶处于负电位状态时,才处于溅射状态,而处于正电位状态时,可以减弱,甚至消除靶表面正电荷的积累,从而减少,甚至可能消除靶表面出现的电弧。
2.1.2放电曲线测试
如图5所示,当fAr=57SCCM、本底真空1.4×10-3Pa、I=20A时,不同氮气流量时靶电压变化数据与曲线。
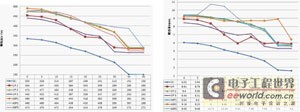
A 靶电压变化曲线 B 靶功率变化曲线
图5 不同工作模式下的靶电压和靶功率变化曲线
由图5可以看出,采用脉冲控制模式时,溅射靶电压和功率均有明显的提高,且采用双极性脉冲时的靶电压比负脉冲模式高。放电曲线的拐点位置随采用的工作模式不同而出现前移或后移现象。
在溅射过程中,采用负脉冲工作时,溅射靶工作稳定性良好,而采用双击脉冲工作模式时,当反应气体N2流量较大时,溅射电压偶然会出现超过800V的过压现象,造成系统断电保护。通过修正设定参数,可以消除溅射过程中的过压现象,但仍表现出偶然的电压或电流的波动问题。
2.1.3电弧检测试验
SPIK2000A型脉冲直流磁控溅射电源控制器具有侦测电弧放电和计数的功能,但不能显示累加计数。试验过程中分别设定了Arcl±200A、Arcl±150A、Arcl±100A、Arcl±75A、Arcl±50A、Arcl±40A、Arcl±35A、Arcl±30A等参数,工作模式为DC-,试验结果表明:Arcl在±150A以上时,几乎侦测不到有电弧发生,Arcl在±100A时开始有电弧计数,并随着范围的减小电弧计数增加。Arcl为±50A时,已经有明显的数量较多的电弧计数,数量级达到千数级。电弧计数数量随氮气流量的增加而增加。当Arcl设定为±40A,或范围更小时,电弧频繁出现,且累加计数很容易超出控制器设定的10000次范围而导致控制保护灭弧,电源不工作。Arcl设定为±30A,电源不工作,靶面不起辉光。在负脉冲和双极性脉冲工作模式时,当Arcl设定值分别为±100A、Arcl±75A、Arcl±50A三种参数,情况基本类似。
这表明,在沉积Al-N/Al涂层的反应磁控溅射工艺过程中,存在明显的电弧现象。在工作电流为20A~25A范围,电弧主要在集中在75A以下,少量在100A,几乎没有超过150A的电弧发生。SPIK2000A型脉冲直流磁控溅射电源控制器具有一定的抑制电弧功能,但仍不能避免电弧的发生。而如果没有SPIK的控制,则工艺过程中可能会有更多的电弧发生。
目前测试的几种工作模式,并不能完全消除靶表面电弧的产生,包括采用双极性脉冲的工作模式。而采用双极性脉冲工作模式时的正脉冲工作时间段对于提高溅射速率不起任何作用,且同时浪费了功率。因此,对于微观质量要求不是极其严格太阳选择性吸收涂层而言,相对于负脉冲工作模式,采用该种工作模式不一定是一种很好的形式。但是,对于涂层微观性能要求严格的光学或半导体涂层,可能会有质量上的改善,如减少涂层缺陷等。
2.2沉积速率测试
图6为优化后的不同工作模式下,单层涂层沉积速率测试表。可以看出,对于沉积减反层而言,采用附加直流脉冲控制器时,涂层的沉积速率明显大于无控制器时的涂层沉积速率,其沉积速率由1.45nm/min分别提高到3.93nm/min和4.93nm/min,分别提高了2.7倍和3.4倍。在沉积吸收层和减反层时,采用脉冲控制模式时,沉积速率也有较大的增加
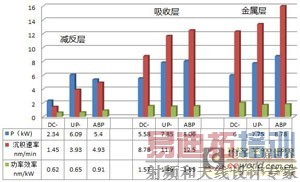
图6 不同工作模式下单层涂层沉积速率
在3种工作模式中,以正负脉冲模式的沉积速率最高,其次是负脉冲工作模式,而直流工作模式的沉积速率最低。但是对于单位功率条件下的沉积速率而言, 仅在沉积减反层时,采用正负脉冲工作模式时,功率效率为其他两种工作模式的1.5倍,但绝对值并没有显著的提升,但此时可能出现电压过压现象。而在溅射吸收层和金属层时,则没有表现出明显的优势。
这表明:采用负脉冲和双极性脉冲时,可以通过提升溅射靶的溅射电压和溅射功率来提高涂层的沉积速率。但单位功率效率没有显著的提升。因此,在溅射电源功率节能方面没有表现出明显优势。但在提升生产效率,减少工艺时间,提高产品性能,降低整体能耗等方面应具有较明显的优势。
3结论
1.采用SPIK控制模式进行太阳选择性吸收涂层的沉积时,相同工作条件下,溅射靶电压、功率均明显增加,涂层的沉积速率也明显增加,但单位功率效率增加不明显。
2.采用SPIK控制模式,可以较好地检测和抑制溅射过程中大电弧的产生,从而为制备优质的涂层提供帮助。
3.通过采用SPIK控制模式,在提升生产效率,减少工艺时间,提高产品性能,降低整体能耗等方面应具有较明显的优势。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:电源不稳定的因素及解决办法
下一篇:直流电源系统事故和故障处理预案
射频和天线工程师培训课程详情>>
