- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
试探影响真空自耗电极熔炼炉供电直流电源稳定性的因素
录入:edatop.com 点击:
1.引言
直流真空熔炼是稀贵金属及高等级合金钢必定要采用的工艺,这种工艺配套的设备从大的方面分为真空熔炼炉和给其供电的直流电源两大部分,随着是铸造产品和炼锭子的不同,真空熔炼炉分为以化锭子为主要目的的真空自耗电极熔炼炉和以浇铸模型件的真空浇铸凝壳炉两大类别,而它们的供电电源又分为整流变压器一次高压侧饱和电抗器交流调压、整流变压器二次侧整流管整流和整流变压器一次侧晶闸管可控调压、整流变压器二次侧整流管整流及整流变压器二次晶闸管一次调压三种方案,在国内由于整流变压器一次侧晶闸管交流调压,需要增加先将6kV或10kV甚至35kV降为晶闸管可以承受的几百伏电压后进行交流调压,然后再将调压后的电压经整流变压器降为几十伏,由整流管整流,使用中需要两级降压变压器,且随着近年真空熔炼炉单炉可熔化金属重量的不断增大,对直流电源的输出容量要求越来越大,由此决定了国内使用的直流供电电源基本状况可分为三个阶段:即1997年前,整流变压器二次侧晶闸管一次调压的方案几乎在国内没有使用,当时主要使用整流变压器一次侧饱和电抗器调压、整流变压器二次侧二极管整流;1997年~2004年之间,整流变压器二次侧晶闸管一次调压和整流变压器一次侧饱和电抗器调压、整流变压器二次侧二极管整流两种方案混合使用,2005年以后整流变压器二次侧晶闸管一次调压的方案可以说挤占了近95%的市场份额,由于饱和电抗器调压与晶闸管调压两种方案的响应时间相差近100个数量级,它们对供电直流电源输出电压电流稳定性有很大影响的坩埚比的敏感程度会有很大的不同,本文结合我们采用整流变压器二次侧晶闸管一次调压方案,为某研究院提供的65kA/80V直流电源与凝壳炉配套调试时,不同坩埚比的实验数据分析合理的坩埚比与弧压及弧流稳定性的关系,以期抛砖引玉,与同行探讨。
2.直流真空熔炼炉的工作过程和对直流电源的要求
无论是真空自耗电极熔炼炉还是凝壳炉,其工作流程的相同点就是工作时自耗电极,工作过程分起弧、熔炼阶段,而不同之处在于以熔化炼锭子为目的的自耗电极熔炼炉为提高化料成品率需要有化成品锭熔化快结束时的补缩工艺,且额定电流下工作时间长达1小时至数小时,而以精密铸造为目的的凝壳炉有熔化时间短一般几分钟~十几分钟,熔化需要电流密度大,熔炼过程中有凝壳的不同点,但他们的工作过程都可以图1所示原理来说明。图中1为要熔化的锭子称作电极,2为坩埚(又称为结晶器),3为水套,4为炉室密封盖,5为冷却水,6为抽真空管道,7为稳弧线圈,8为熔化时的电弧,9为已熔化后的金属溶液。系统工作过程为:在炉内的真空度达到不致被熔炼金属氧化的前提下,系统投入运行,直流电源输出在正负极之间有一定的电压通常为空载电压,随着操作人员的控制升降机构使电极杆下降,当电极杆下降到与坩埚底部的距离小到一定程度时,吊在电极杆下部的要熔化材料与放于坩埚底部的起弧料之间发生电离而产生电弧,电极开始熔化,随着时间的推移要熔化的金属变为液体流入坩埚中,坩埚内的液态金属高度不断增加,而要熔化的金属电极长度逐渐减小,为了保证熔化时由被熔化电极下端而与坩埚中液态金属上表面之间距离所决定的弧压相对恒定,需要此弧压不要大范围波动,另一方面为保证在同样的时间内被熔化掉的金属量基本相同,又需要流过被熔化金属与液态金属之间的直流电流高度恒定,由于在熔化过程中一但发生被熔化金属熔液成流动柱形短接被熔化金属与已熔化后位于坩埚中的金属溶液(行业内称为掉块)形成直流电源输出短路,需要直流电源具有很好的挖土机特性,即自动迅速把输出直流电压降低,保持输出电流不变。再应看到,由于两种炉型铜坩埚之外都是冷却水,为防止过高的瞬态功率加到坩埚壁与被熔化金属之间形成侧弧击穿坩埚使冷却水进入坩埚内,在高温下电解水引起氢气爆炸,不希望弧压太高,且被熔化锭子与坩埚内壁之间要留有合适的距离,综上的分析,直流真空熔炼炉对直流供电电源的要求有以下几点:
1)要有合适空载起弧电压,最早国内应用了德国人的起弧电压为82V的数据,这几年我们经不断的改进与总结,对自耗炉已降为50V,对凝壳炉已降为65V。
2)要有很硬的稳流特性,在稳流时输出直流电压波动不能过大。
3)要有快速的保护性能。

3.影响直流电源输出电压电流大小与稳定性的因素分析
从图1所示的工艺过程示图可以看出,影响直流熔炼炉供电电源输出电压与电流稳定性的关键因素有:
1)直流供电电源自身的闭环调节性能; 2)弧压的高低;
3)坩埚的内径与被熔化金属锭子外径之差的大小;
4)炉内真空度的高低;
5)坩埚冷却水温的高低;
6)稳弧电流的大小。
根据我们对近百台真空熔炼炉与电源的调试体会,上述因素对直流电源电压电流稳定性的影响表现在:
(1)直流电源自身调节性能首先取决于所用供电直流电源的方案,采用整流变压器一次饱和电抗器一次侧调压,整流变压器二次侧晶闸管相控整流的方案,因属电磁调节,调节响应时间为秒级,因而直流电流的稳定性不可能做的很高,表现出应用时输出直流电压与电流的波动都比较大,采用整流变压器二次侧晶闸管可控整流的方案,因闭环调节器的响应时间为毫秒级,因而在闭环调节器的参数整定好后,具有很好的快速调节性能,当弧压波动较大时,它可以提供很好的稳流特性,但需直流电源输出电压快速变化来保持电流稳定。
(2)炉内真空度越高,被熔化电极与已熔化完的金属之间电阻的影响越小,电流的波动就越小,真空度不好与波动可视同等效为该等效电阻波动,所以电压与电流就波动。
(3)坩埚冷却水温的高低虽然不直接参与影响直流电源输出电压与电流的稳定性,但却影响熔化时所需的电流大小,由于熔化时被熔化金属溶为液态流入坩埚中,坩埚外为流动的冷却水,水温过低靠近坩埚内壁的金属冷却的快,而远离坩埚内壁的金属溶液冷却的慢,对自耗电极熔炼炉有可能导致锭子外壁气孔增大,使用时剥皮较多,对凝壳炉水温太低将导致较厚的凝壳,而要解决此问题,则需要加热功率大于冷却功率,也就是说需要较大的熔化电流,在水温较低时需要保证靠近坩埚外壁的金属溶液散热速率要慢。由此可见,并非坩埚的冷却水温越低越好,一般建议冷却水温进口温度不低于+5℃,而出口水温不高于60℃。
(4)所谓弧压是指熔化过程中加在被熔化电极已熔化位于坩埚中的金属溶液上端面之间电压的高低,同样的电流下弧压越高熔化功率越大,熔化速率越快;另应看到,弧压越高,则等效电弧长度越长,图2给出了熔炼时电弧的分布断面示意图,同时标出了要熔化金属锭子外沿与坩埚内壁之间的距离δ,同时画出了有稳弧线圈且通有稳流电流时,金属溶液在磁场作用下旋转造成的中心低靠近坩埚部分液面高的形状,从此图可见,弧压越高,则熔化速度越快,要求被熔化锭子下降的速率越快,由于电极杆升降一般由伺服电机拖动,所以伺服电机不断启停,很难100%保证熔化速度与电极杆的下降速率完全匹配保证弧压稳定,造成弧压相对波动较大,引起电流变化,因而弧压越高电流就易波动,对闭环稳流的调节性能要求就要迅速。
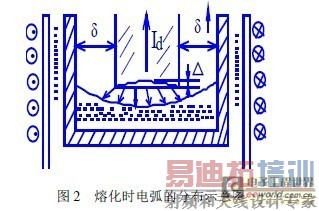
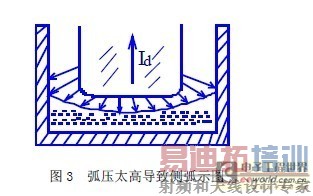
另应看到,在图2中δ一定时,过高的弧压将会造成图3所示的侧弧,有可能使坩埚熔化导致严重事故,因而正确的熔炼要求是短弧熔炼,低弧压大电流熔炼,据此应保证弧长L小于图2中的δ。
(5)稳弧线圈与稳弧电流的大小,为了保证不出现图3所示的问题,炉体设计中采用稳弧线圈中以直流电流产生磁场来约束电流的方向,稳弧线圈一般绕在水套外壁使电弧不要分散,图2中同时给出了稳弧线圈与通过电流的流动方向,显见其产生的磁场方向与图中电流方向一致,所以可约束电弧的发散,自然稳弧电流越大,其对电弧的束缚力就越大,过大的稳弧电流有可能造成电极杆出现控心熔炼,即图2中的ΔL很大,造成弧长太长反而不利于电流稳定,但过小的稳弧电流有可能在δ一定时,使图2中ΔL为负值,产生图3中那样人希望的侧弧。
4.坩埚比与熔炼用直流电源电压电流稳定性的关系分析与实验
坩埚比指真空熔炼炉要熔炼金属锭子的直径与坩埚内径之比,若以d1表示锭子直径,d2表示坩埚内径,σ表示坩埚比,则坩埚比可表示为
σ=d1/d2(1)
参考图2坩埚比近似表示了σ的大小,σ越小,则δ越大。
4.1 坩埚比对电压电流稳定性的影响分析
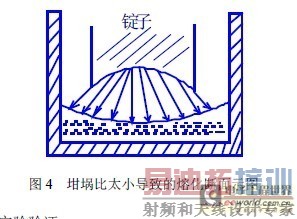
同样稳弧电流与熔化电流条件下,坩埚比越小,则图2中的δ越大,由于坩埚外为冷却水,坩埚均由铜金属材料制成,在δ的空间内为空气,从温度场的分布来看,图2中弧区中心温度最高越靠近坩埚温度越低坩埚温度最低,所以δ越大,一则坩埚自身散热,二则由于熔化时为保持熔炼炉内的高度真空度与炉体配套的真空系统中几台泵在不停的抽真空,更加速了δ区间内的散热,由此导致了锭子靠近坩埚的外部区域温度低,而锭子中心内部温度高,引起锭子中心熔化速度快,而外壁熔化速度慢,使图2中的ΔL变的较大,导致熔化过程中形成了一个类似于下端面为倒放碗状的锭子,当有稳弧线圈时,已熔化的金属溶液沿稳弧线圈作用的磁场旋转,形成一个正放的碗状溶池。其刨面图如图4所示,间接导致电流闭环调节器调节速度快调节特性硬时,尽管可以稳定电流,但弧压大范围波动,当电流闭环调节器调节速度慢,调节特性软时,虽可使弧压在波动范围降低,但电流稳定度不够,弧压的大范围波动将使操作人员无法判断有否侧弧产生,对安全生产造成很大危害,另应看到,这种状况不论对凝壳炉还是自耗炉都会影响弧光颜色,由于此时看到的仅是从图4中两个相对扣的碗状球面缝隙中透出的很小一部分弧光,而不是真正的弧,影响操作人员对弧压的判断且无法压低弧压进行低弧压熔炼,其原因在于尽管中心弧长很长,但稍以压弧边上便短路,使弧压无法压低。
4.2 实验验证
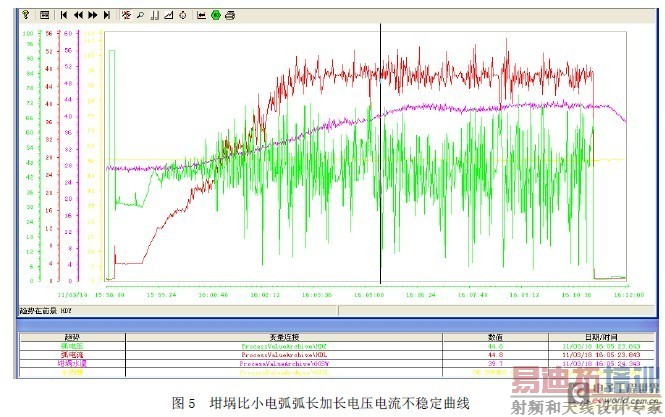
为了验证上述分析,我们应用研制的国内首套60kA/80V凝壳炉电源,针对不同的坩埚比在500kg和150kg凝壳炉中进行了试验,该电源系统应用四台15kA的6脉波可控整流直流电源并联构成24脉波,由两套独立的12脉波电源构成,图5与图6分别给出了多次实验中通过计算机采集系统采集的最有代表性的典型电压电流波形,其中图5应用锭子外径为Φ280,坩埚内径为Φ460,坩埚比σ为0.6087,而图6应用锭子外径为Φ350,坩埚内径为Φ460,坩埚比σ为0.761,使用电流前者为30kA,而后者为30kA、35kA、40kA 3个台阶,弧压前者平均值为48V,且大范围波动,而后者平均值仅42V,波动范围小,所用模拟电压前者波动频率很高,而后者虽有波动但频率很低,电流闭环调节器的参数又完全相同,实验验证

5.结论
综上分析,我们可得下述几点结论:
1)真空熔炼用直流电源以整流变压器二次相控整流电流闭环控制的方案效果最好。
2)影响真空熔炼用直流电源输出电压与电流稳定性的因素很多,坩埚比对弧压和电流稳定性的影响很
大,国内以往的坩埚比范围数据为0.6~0.75,从节能及稳定输出角度考虑应靠近0.75来选取。
3)无论是自耗炉还是凝壳炉,锭子外沿至坩埚内壁的间距应以50~60mm为较佳值。
参考文献
[1] 李宏 浅谈我国真空熔炼用直流电源的发展(J),电源技术应用,2010,NO.
[2] 李 宏著 常用电力电子变流设备的调试与维修基础(M),北京,科学出版社,2011
[3] 马开道 稀有金属熔炼工艺及装备(M),北京,冶金工业出版社,2011
作者简介:
李宏,男,现年52岁,西安石油大学电子工程学院教授,发表论文200多篇,出版专(编)著15部,获中国人民解放军空军科技进步三等奖1项。现兼任中国电工技术学会电力电子学会理事、中国电工技术学会电气节能研究会理事、中国电源学会特种电源专业委员会常务委员、中国电工技术学会电力电子学会学术委员会委员、陕西省电源学会常务理事、主要研究方向为电力电子技术、电气传动技术、特种电源技术及专用集成电路的开发和应用技术。主持设计与电力电子有关的工程项目近110个,研制开发的电力电子成套装置380多台套,运行于国内电力、冶金、化工、石油、机械、电子、核工业、军工等行业,并已出口到东南亚,还装备了中国人民解放军空军导弹部队及陆军科研所,开发的晶闸管、GTR、IGBT专用驱动控制板累计在全国销售15000多块,主编的实用电力电子技术资料在全国28个省市销售近30000多册
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:10T真空电弧炉用40kA直流电源的研制与应用
下一篇:电感在电路中的作用详解
射频和天线工程师培训课程详情>>
