- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
电动车电池中的CAE应用探讨
录入:edatop.com 点击:
1 前言
CAE(计算机辅助工程)用于电池开发设计是非常有效的方法。
将CAE用于电池开发设计的事例,其中含未发表的部分列于表1。CAE(计算机辅助工程设计)适用于流体、铸造、塑性加工等多种复杂的领域。本文介绍的是研讨拓展CAE的适用范围,将其用于可靠性高的固定型VRLA电池的结构设计的应用事例,是有关为提高36V—VRLA电池的性能,采用CAE研究电槽形状的实例报告。

2 事例(1):固定型VRLA电池
2.1 分析的目的
固定型VRLA电池一般要求寿命性能在10年以上,特别是用于备用电源用途的电池,在使用期间必须确保电池性能。因此,这种类型的电池要求可靠性更高。众所周知,备用电源用蓄电池长时间的涓流充电,导致电池内部正板栅逐渐氧化腐蚀,随着氧化体积增大,极板本身膨胀变形。因此,在长期使用期间,为了维持电池的性能,有必要将极板膨胀以某种形式吸收,避免电池槽变形及破碎的现象出现。电池内部吸收时也能引起汇流排变形、破损,难以维持电池性能。
在设计VRLA电池时,重要之处是对使用期间可预测到的问题进行定量预测、采取对策。在此研讨了采取CAE(计算机辅助工程)设计对电池强度进行分析,试图预测使用中有可能出现的现象,要求进一步地提高电池的可靠性。
2.2 分析方法
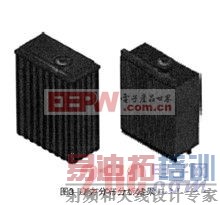
经分析的VRLA电池有限影响要素模式示于图1。正极群进行了3层次模型化分析。模型化分析后进行装槽。板极膨胀是依据极板的膨胀率给与假定的温度,通过热膨胀表现极板的膨胀。分析是基于有限影响要素的分析程序。


分析所用的物性数据是采用图2所示的各种实验进行的,测定了构成电池各部位材料的强度。
2.3 分析结果
极群膨胀时的电池与电池内极群的应力分布示于图3。应力是集中在极柱树脂封口部分和与此接近的电池槽、盖部分。采用计算机模拟的变形、应力的分布与使用实物电池的变形、破坏试验结果的对比示于图4。
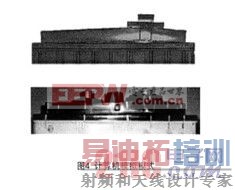
模拟模型是使电池内部的极群强制地向上方移位,观测达到电池被破坏程度时的状态,两者的变形过程一致。并确认在应力高的部位出现电池槽白化,发生了破坏,从而确认了计算机模拟的有效性。
从计算机模拟、模型验证的结果看,当设定极板的最大膨胀率超过5 %时,电池槽仍然完好,从而确认了这个电池的安全性能。
2.4 提高可靠性能
降低电池槽应力的试验,极板脚从2只削减为1只后的试验效果示于图5、图6。对比分析结果时,极板脚为一只,电池槽的最大应力削减了40%,并进一步提高了可靠性能。

[p] [p]
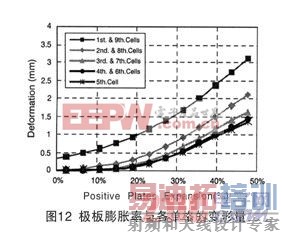
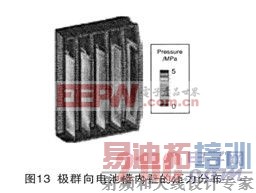
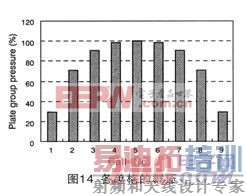
不同位置单格的变形量示于图12。两端的第1、第9单格比其他单格的变形大,特别是膨胀率在20 %以下范围时电池整体的变形90 %以上都集中在第1、第9单格的部位。极群与电池槽内壁之间的压力分布示于图13,各单格求得的压力值分别示于图14。由图可以看出边格与其他格相比压力小。
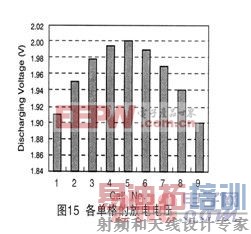
实测36V电池高倍率放电试验,测定各单格放电电压的结果示于图15。图14与图15的内容走向基本一致,放电性能与群压密不可分。
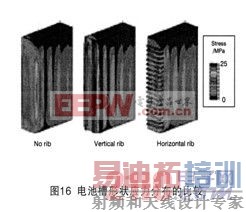
3.4 电池槽结构的研讨
改变电池槽短则面筋条形状时的电池槽变形量示于图16。变形量的对比,横向筋条的变形小,其原因是单格形状为立式,短侧面向外膨胀时横向筋条的曲率比竖向大,因此横向的筋条效果明显。
4 小结
通过实践可以确认,采用CAE计算机辅助工程设计开发产品,在研发电池方面非常有效,不仅可缩短开发周期,而且还可以降低成本。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:TI
USB
充电解决方案:高效
AC
适配器
下一篇:谈谈混合光源技术
射频和天线工程师培训课程详情>>
