- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
汽车蓄电池常见故障排除与日常维护
录入:edatop.com 点击:
1前言
铅蓄电池是汽车上非常重要的装置之一。它为汽车起动提供电源,使汽车电机转动,并供给汽车发动,点火及照明用电,又称SLI[1](StartingLightingIgnition)。按额定电压分,SLI主要有6V、12V系列,但应用最广泛的是12V蓄电池。对于蓄电池的用户,蓄电池的维护是十分重要的环节[1]。维护工作做得好,蓄电池的寿命长。反之,则寿命短。在使用蓄电池的过程中,难免会出现故障,蓄电池常见故障包括内部故障和外部故障。内部故障包括:极板硫化、活性物质脱落、极板栅架腐蚀、极板短路、自放电、极板拱曲等,外部故障包括:外壳裂纹、极柱腐蚀、极柱松动、封胶干裂等。
2内部故障
2.1极板硫化
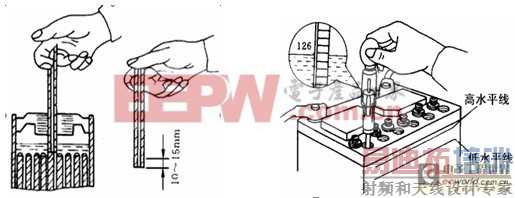
极板硫化故障的现象,表现为极板上生成难溶解的白色粗结晶硫酸铅,在正常充电时不能转化为活性物质。产生故障的蓄电池在放电时,电压急剧降低,过早降至终止电压,电池容量降低;电解液密度低于正常数值。蓄电池在充电时,单格电压上升过快,电解液温度迅速升高,但密度增加缓慢,过早产生气泡,甚至充电时就有气泡。以下几种情况会造成极板硫化:①长期充电不足或放电后没有及时充电,导致极板上的硫酸铅有一部分溶解于电解液中,环境温度越高,硫酸铅溶解度越大,当环境温度降低时,溶解度减小,溶解的硫酸铅就会析出,由于蓄电池工作时温度变化,因此析出硫酸铅在极板上再次结晶析出,形成硫化。不能将半放电的蓄电池长期搁置,尤其要注意给蓄电池定期补充充电,使之保持完全充电状态;②电解液液面过低,使极板上部与空气接触而被氧化,在行车中,电解液上下波动与极板氧化部分接触,会生成大晶粒硫酸铅硬化层,使极板上部硫化,因此要定期检查电解液面高度和密度,发现液面降低应及时添加蒸馏水;③长期过量放电或小电流深度放电,使极板深处活性物质的孔隙内生成硫酸铅,不能让蓄电池过度放电,每次接通启动机时间不应超过5s,避免低温大电流放电;④新蓄电池初充电不彻底,活性物质未得到充分还原;⑤电解液密度过高、成分不纯。
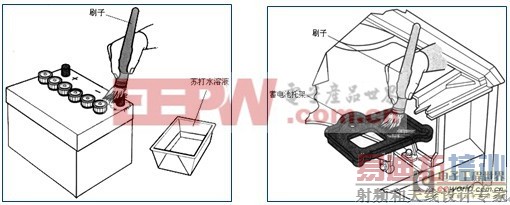
对于轻度硫化的蓄电池,可用小电流充电和换加蒸馏水的方法予以排除,硫化较严重者采用去硫化充电方法消除硫化。由于各公司蓄电池的性能和极板硫化的程度不一样,各蓄电池去硫化修复工艺不一样,也有用去硫化仪[2]等蓄电池修复设备。江西真龙电源科技有限公司的修复已经硫化蓄电池的工艺[3]如下:①对于极板轻微硫化的蓄电池,可用均衡充电法即小电流长时间充电的方法加以克服,即用初次充电的第二阶段电流连续进行过量充电,待电解液中产生大量气泡,电解液比重达到1.280g/cm3即可;②硫化充电严重者采用“水治疗法”修复。此时电解液液面下降,出现半干涸状态,先向电池内补足纯水,再用补充第二阶段电流均衡充电法连续充电数日,当放电容量能达到额定容量的80%时,表示处理工作基本完成。若放电容量仍很小时则继续重复上述充电方法,直到电池恢复正常为止。硫化特别严重的蓄电池应报废。不过随着电池再生技术的进步而得到改进。电池再生方法主要有反充与化学充电法、电解液浸润法与更电池电解法、反充法[4]。
2.2活性物质脱落[p]
活性物质脱落的现象主要表现为正极活性物质二氧化铅脱落,充电时从加液孔中可看到有褐色物质,电解液浑浊,会造成蓄电池容量减小。以下几种情况会造成活性物质脱落:①蓄电池充电电流过大,电解液温度过高,使活性物质膨胀、松软而易于脱落;②蓄电池经常过充电,极板孔隙中逸出大量气体,在极板孔隙中造成压力,而使活性物质脱落;③蓄电池经常低温大电流放电使极板弯曲变形,导致活性物质脱落,因此铅蓄电池在使用过程中,将放电电流和电解液比重控制在最低值,是防止正极板活性物质脱落的可行措施;④汽车行驶中的颠簸振动,这在汽车行驶过程中是不可避免的。
对出现活性物质脱落的铅蓄电池,排除故障的方法是:若沉积物较少时,可清除后继续使用;若沉积物较多时,应更换新极板和电解液。实践证明,极板活性物质的脱落主要发生在蓄电池的放电过程中。
2.3极板板栅腐蚀
极板板栅腐蚀主要是指正极板板栅架腐蚀,极板呈腐蚀状态,活性物质以块状堆积在隔板之间。此故障的现象表现为蓄电池输出容量降低。以下几种情况会造成极板板栅腐蚀:①蓄电池经常过充电,正极板处产生的氧气使板栅氧化;②电解液密度和温度过高、充电时间过长,会加速极板腐蚀;③电解液不纯。
对极板板栅腐蚀的铅蓄电池,排除方法为:对于腐蚀较轻的蓄电池,电解液中如果有杂质,应倒出电解液,并反复用蒸馏水清洗,然后加入新的电解液,充电后即可使用;对腐蚀较严重的蓄电池,如果是电解液密度过高,可将其调整到规定值,在不充电的情况下继续使用;对于腐蚀严重的蓄电池,如筋条、框架断裂、活性物质脱落等,则需要更换极板。
2.4极板短路
蓄电池正、负极板直接接触或被其它导电物质搭接称为极板短路。此故障的现象表现为蓄电池充电时端电压回升相对缓慢,若用蓄电池放电测试端电压时,电压很低且会迅速下降为零。电解液温度迅速升高,相对比重上升很慢,充电未期气泡很少。以下几种情况会造成极板短路:①隔板损坏使正、负极板直接接触;②活性物质沉积过多,会将正、负极板连通;③极板组弯曲,铅蓄电池过量放电,或者极板活性物质脱落较多,或者蓄电池中含有杂质,都会造成极板弯曲;④导电物体落入电解液内。
对出现极板短路的铅蓄电池,排除故障的方法为:出现极板短路时,必须将蓄电池拆开检查,找出出现极板短路的原因。或者更换破损的隔板,或消除沉积的活性物质,或校正或更换弯曲的极板组等。对出现极板短路的蓄电池充放电流不要过大,更不要过放电。2.5自放电
[p] [p] 3外部故障
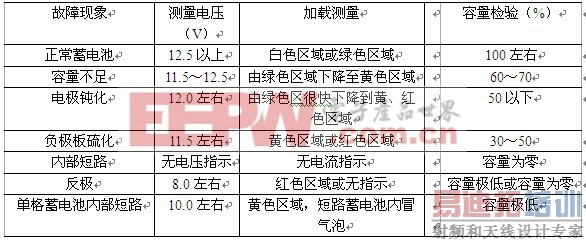
常见汽车蓄电池的外部故障见表1[6]。
表1常见汽车蓄电池的外部故障


 5结束语
5结束语射频和天线工程师培训课程详情>>
