- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
激光焊接铅蓄电池端子及模拟技术
录入:edatop.com 点击:
1前言
十九世纪发明铅蓄电池以来,从通用性、低成本的特点来看均优于镍氢、锂离子新型电池,目前在工业领域仍起着重要的作用。
作为新动向,虽说铅蓄电池具有此特征,但对所说的高性能铅蓄电池,还应体现适应新的领域。采用激光技术焊接小容量阀控式铅蓄电池端子是公司高新技的一个环节,试制将电池内部的剩余空间减小到极限。采用激光焊接是局部加热,为减小部件间隔,如图1所示,已成功地将除极板以外剩余空间减小到7层以下。其结果是体积能量密度有飞跃的提高。
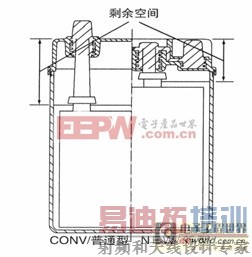
图1普通型与新型结构的对比
本文叙述了铅蓄电池端子部位的焊接应用于激光焊接后的效果。采用模拟技术,分析焊接时的温度,报告了确立焊接条件的结果。
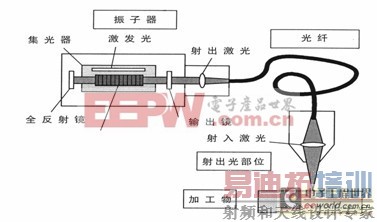
图2激光焊接机结构
焊接时激光基本输出程序示于图6。这一程序为激光在极柱周围约2周加热,这一程序分析的结果如下。

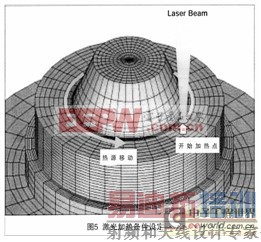

图8焊接范围的分析结果

4提高焊接质量的研究
如图10所示焊接程序,在圆周上各点的焊接深度不相同,特别是在确认10℃~90℃范围内,没有得到必保的焊接深度。其原因是整体的激光输出时,能熔解到极柱套周围的树脂,此时判定影响电池的气密性能。因此,根据模拟分析可得到需要的焊接深度,并求得热量对周围树脂无影响的新程序。
图12所示,通过传统程序和模拟程序,最终求出新的程序。新程序中更改的部分,首先为取消以往10℃~90℃范围含糊不清的焊接深度,增加了焊接第2周最初的激光输出,为进一步控制所要求以上的加热,逐步地删除之后的输出。
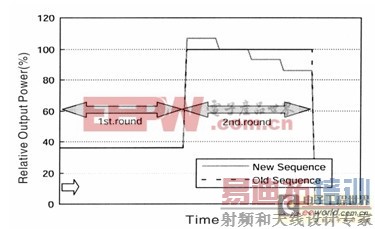
图12激光输出程序新旧对比
在新的程序中,将模拟分析结果和实际的结果叙述如下。
图13所示,按新的程序进行模拟分析,求出焊接深度。与传统条件对比,焊接深度相同,在周围得到了预想的焊接深度。四周树脂部分的最高温度比以往下降约10℃,所以树脂熔解的可能性很小。
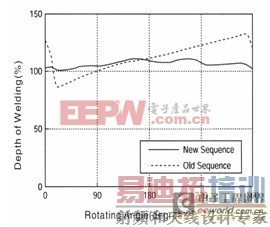
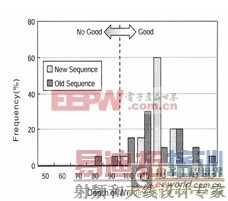
图13新旧程序焊接程度的模式对比图14新旧程序焊接深度试验值的比较
按新程序进行实际焊接,测定焊接深度时的矩形图与按以往程序进行相同试验的结果同步示出(见图14)。传统条件下焊接深度的偏差大,出现在标准值以下,但在新的程序中焊接深度偏差不足传统偏差的1/2,全部样品达到了标准值。以上结果证实激光焊接具有良好的效果,模拟技术是非常有效的方法。
5结论
通过激光焊接,铅蓄电池端子部位高度集中,使体积能量密度有飞跃的提高。构筑激光焊接模拟试验模式,温度有明显的改善。为使激光焊接达到良好的焊接状态,模拟技术是非常有效的方式。
图9焊接深度的分析结果
图9所示,选择从侧面看到模型时的焊接范围,以红色表示。从侧面可看到各时点,各位置焊接的深度。从开始焊接位置的角度求得焊接终了时焊接深度的结果,与实际测量值一同示于图10。确认模拟结果和实际测量值完全吻合,求出周围树脂部分的温度时效的结果与实际测量值一同示于图11。为使加热点移到圆周上方,改变测试点与热源距离的变化,两者同时形成阶段性曲线。通过图示结果可以确认,模拟曲线和实测值完全一致。从以上模拟结果和实测值的对比证明,用这种分析模式评价激光焊接时温度的变化是有效的。
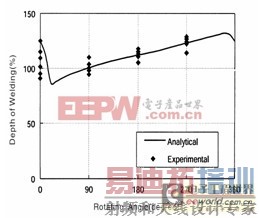
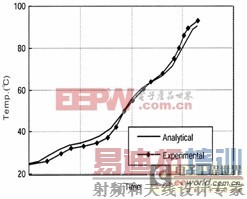
图10焊接深度的试验值与实测的比较图11焊接中树脂部分温度的试验值与实测值的比较
图4(a)固体模式;(b)有限单元模式图5激光加热条件设定
3.2分析结果与验证
分析结果的温度分布时效示于图7。红色周围是铅熔点327℃以上的范围,即时点熔解的范围。图8所示记录到达各时点最高温度的分布,红色范围是铅熔点327℃以上的部分,示出到达时点焊接的范围。图7、图8示出的绿色范围是树脂熔点在160℃以上的部分。焊接结束时,在160℃以上的范围只有到达树脂的部分,因此,只有这部分的树脂熔化了。如果树脂熔解,电池的气密性被破坏,将严重地影响电池性能,对此作了如下研究。
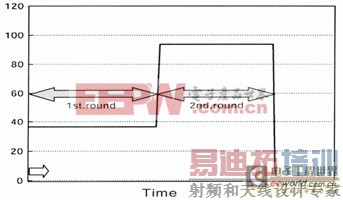
图6激光输出程序

图7温度分布分析结果
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:IGBT
驱动器提供可靠保护
下一篇:高压晶闸管触发器
射频和天线工程师培训课程详情>>
