- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
变频调速技术在热镀锌中的应用
录入:edatop.com 点击:
1. 前言
随着现代工业的不断发展,变频技术的应用已深入到各种机电控制设备当中。由于变频器调速精度高,使用简便,不仅提高产品质量,而且能提高企业的经济效益,因而得到广泛应用。
2. 对速度要求
我们知道在热镀锌工艺中,工件浸入、引出锌液的速度及冷却速度直接影响锌层厚度及表面质量,对于不同材质的工件在相同的锌液配方及锌液温度,要求不同的浸入、引出及冷却速度,这种对速度的要求相对地讲很严格。即便是每分钟零点几米的差别也会造成镀层质量较大变化。这就对升降电机的转速控制提高较高的要求。
2.1 以往控制系统(现状)
我们厂热镀锌起重行吊车主升降电机为两台JZR系列绕线式转子电机,采用凸轮控制器进行控制它的调速原理是通过凸轮控制器接点组改变与绕线式转子串联的电阻来实现变速控制,这种调速控制方式的特点是起动平稳,但它的缺点是设备复杂,控制触头多,故障率高,操作不便,调试范围相对小,且调速不连续。所以这种调速控制不能满足热镀锌对速度的严格要求。
2.2 变频调速的特点
三相异步交流电动机的变频调速是当代电机调速发展新趋势。它的特点;体积小、精度高、操作简便、可靠性高、设备多层保护,优于以往任何调速方式。变频调速在工业生产应用中的特点有;节能显著,能提高产品质量和产量。调速范围大,且范围连续可调,调速性“硬”。
2.3 改造方案
我厂热镀车向的行吊车为2×3吨双梁桥式行车。由两名JZR21—6/5KW绕线式重电机分别驱动工件升降,升降速度由分别由凸轮控制器切换控制,操作很麻烦。现将这两台主电机转子绕组短接,解除凸轮控制器不用,改用两台英威腾INVT—G9—7R5T4型变频器驱动两台主电机升降。用一只LW/6—2/D组合开关切换控制个预先任意设定好的速度,用一个选择开关来控制对一般常规运行和变频运行的选择。
2.4 致后调试
为防止酸雾和氧化铵对变频器的侵蚀,将两台变频器安装在一个密封性较好的控制箱内。为了便于散热,增加空气流动,在控制箱内安装两台轴流风扇。控制箱安装在驾驶室内便于操作的位置,变频器与主电机的一次,二次线路原理如图所示〈一〉,〈二〉
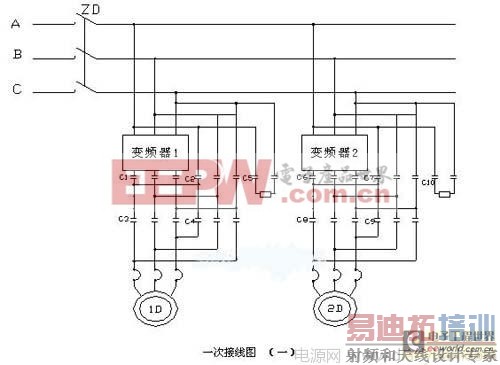
K1为两位双触头开关。当K1拨到“1”位时,K-1,K-2分别与C1,C5接通。此时被选择按常规状态下工作。
当K1拨到“2”位时,K1–1、K1–2分别与变频C2、C6接通。
此时被选择按变频状态下工作。C3、C4、C7、C8分别控制两台主电机升降。C5、C10分别控制
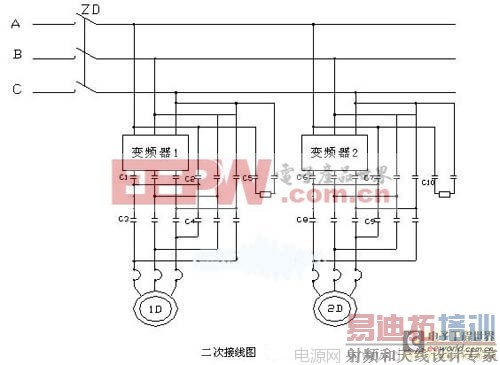
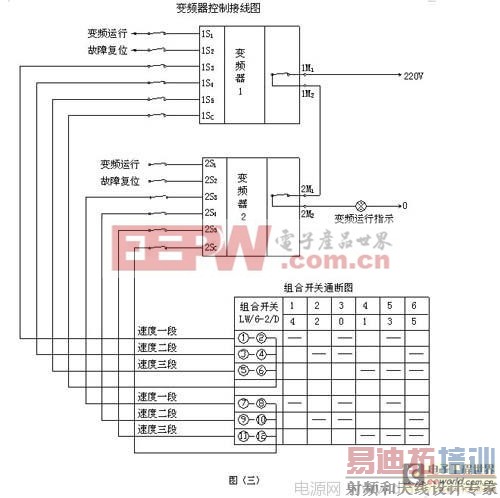
主电机制动;两台变频器可预先任意设定8个速度,这里只用6个速度。由两组联动组合开关分别控制两主电机的6个速度。组合开关通断图及变频器接线图
如图(三)
线路改造安装后,经试车一次成功,达到了设计改造技术要求。如:启动,制动,各项保护,速度及调速范围等性能良好。能满足热镀锌工艺要求。
2.5 控制系统特点
调速范围广,可从5HZ-60HZ连续可调,也可预先设定好6个常用速度,调速精度高,启动,加速,减速,制动平衡,无电流和机械冲击,机械转动特性“硬”,效率高,节电明显。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:逆变器电路大全(
二)
下一篇:逆变器电路大全(
一)
射频和天线工程师培训课程详情>>
