- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
微机模糊控制在TIG逆变电源中设计
录入:edatop.com 点击:
摘 要: 在TIG焊逆变电源的实时检测电弧电流控制系统中建立电弧电流模糊控制算法。采用双输入单输出的模糊控制器模型,即采用电弧电流的变化及其变化率作为模糊控制器的两个输入量,把调节移相式PWM脉宽的输入电压作为模糊控制器的输出量。给出了单片机模糊控制的总体框图,并详细介绍了对应模糊控制器的设计过程。
采用TIG焊接方法焊接薄壁结构时,人们最关注的是焊接电源的引弧性能和电弧稳定性。然而,由于存在着各种因素的影响,如:电弧长度、工作平面不平、气体介质的压力、气体流量的变化、焊枪相对焊缝表面距离的变化及供电网电压波动等,都会使系统偏离平衡点。如果系统具有快速自动返回平衡点的能力,则电弧可维持稳定燃烧,这里,控制系统是弧焊逆变电源的核心,是影响其工作稳定性和可*性的重要方面。
针对焊接过程具有非线性、时变形和不确定性,电弧稳定控制存在一系列模糊特征。故使用应用前景十分广泛的模糊控制理论,再配以单片微机控制系统对TIG焊接的电弧电流实行稳定控制,结果表明:具有控制精度高,电弧燃烧稳定,对焊接参数变化适应性强的特点。
1 电弧电流的模糊控制系统组成
TIG焊机的模糊控制系统的设计思想是:实现逆变电源的恒流外特性,即用于检测电弧电流的霍尔传感器实时地把电流转化为对应的电压,该电压经A/D转换后送微机,与事先给定的电流值进行比较。CPU根据其偏差和偏差率,运行固化在EPROM中的模糊控制程序,由D/A输出控制信号给移相式PWM,移相控制电路不断地调整逆变电源中两桥臂功率开关器件IGBT移相角的大小,确定功率开关器件的导通脉冲宽度,改变输出电压的大小,从而实现对输出电流的控制。
系统的总体结构框图如图1所示。以高速单片机80C51FA作为系统的核心,外配81C55作扩展接口,实现与键盘的通讯,通过键盘设定焊接方式、焊接功能及各种焊接参数指标,采用DS80C320作D/A片,其输出经UA741放大器,放大器的功效是用来调整电压以满足PWM输入(1.7~5.2V)的范围,移相式PWM采用UC3875,用来调整IGBT的导通脉宽,PWM控制器内部设有电路保护措施,为保证PWM高频(20kHz)开关控制信号可*地传输,采用高速光耦合器TLP559,其开关速度可达1MHz,这样有利于将强电与弱电隔离,同时,为保证信号有足够大的驱动能力,采用74CH4050作同相驱动器,由于霍尔元件本身已经实现强电和弱电的隔离,故在信号输入时不必加隔离器,A/D片采用AD574A,具有高速转换速度,AT24C01作  ,用以记忆键盘输入的各种参数,内存由单片机和81C55的内存协调解决,LCD液晶显示器采用菜单和图形两种方式,显示系统工作状态和焊接顺序、指标参数等,用ACM-24064A芯片来完成,采用32K的EPROM27C256和IMP815L作μp电源监视及运行管理,动作开关服务于起弧和收弧。
,用以记忆键盘输入的各种参数,内存由单片机和81C55的内存协调解决,LCD液晶显示器采用菜单和图形两种方式,显示系统工作状态和焊接顺序、指标参数等,用ACM-24064A芯片来完成,采用32K的EPROM27C256和IMP815L作μp电源监视及运行管理,动作开关服务于起弧和收弧。
2 模糊控制器设计
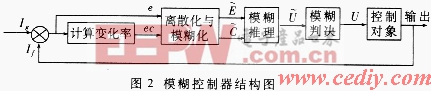
本系统采用典型的两输入单输出的模糊控制器,其结构如图2所示,主要由三部分组成:精确量的模糊化;模糊推理规则的构成;输出信息的模糊决策。
2.1 语言变量的确定
2.1.1 模糊控制器的输入输出定义
模糊控制器输入定义为: ;式中e为电弧电流的偏差;ec为其偏差的变化率;Ig为电弧电流给定值;If为电弧电流采样值;e(n)为nT时刻误差;e(n-1)为(n-1)T时刻误差;T为采样周期。
;式中e为电弧电流的偏差;ec为其偏差的变化率;Ig为电弧电流给定值;If为电弧电流采样值;e(n)为nT时刻误差;e(n-1)为(n-1)T时刻误差;T为采样周期。
模糊控制器的输出定义为:调节移相式PWM的脉冲宽度所对应的电压校正量Δu。
有了上述的定义,则输入语言变量定为E和EC,输出语言变量为U。
2.1.2 量化因子Ke、Kec和比例因子Ku的选择
根据本系统的特点和实际操作经验,语言变量E、EC和U的基本论域选择为:
三个语言变量E、EC和U的论域均设为[-6,6],由此可得到对应的量化因子和比例因子:


量化因子和比例因子大小的确定,取决于基本论域的选择,它决定了最终控制的效果,如:超调量、响应时间、稳定性等,故基本论域一般事先初步地选取,在实际调试过程中需不断修正,最终确定一个较满意的结果。[p]
2.1.3 语言变量的隶属函数
三个语言变量分别对应三个模糊集 、
、 和
和 。鉴于计算上的方便,把、和划分为7个模糊子集,它们分别是NL、NM、NS、O、PS、PM、PL,每个模糊子
。鉴于计算上的方便,把、和划分为7个模糊子集,它们分别是NL、NM、NS、O、PS、PM、PL,每个模糊子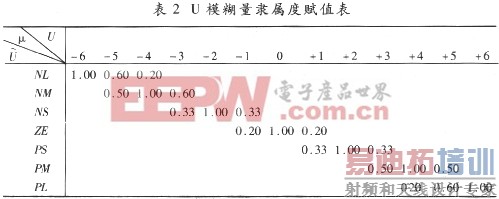
集的论域为[-6,6],语言变量的隶属函数形状对控制性能影响不大,故取三角形的分布函数,则E、EC和U从属于每个模糊子集的隶属函数如表1和表2所示。
2.2 模糊推理
模糊控制器依据的模糊推理规则是模糊控制器的核心,模糊推理规则主要以人的控制经验和控制思想为依据,本系统采用的电流推理规则为:当误差为正大时,选择控制量以尽快消除误差为主,而当误差较小时,以系统稳定为主要出发点,选择控制量尽量防止超调;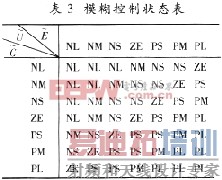
反之亦然,根据这一推理规则,便可获得相应的控制策略,即对于每一对输入量和就可得到一个相应的输出量,见表3。
2.3 模糊判决
从上述模糊推理规则的输出可以看出,仍是一个模糊量,必须将该模糊量经过模糊判决转换成相应的精确控制量U。模糊判决的方法有很多,这里采用重心法解模糊量为精确量,其计算公式如下:

应用模糊推理的合成算法可以算出最终的控制作用表,见表4所列,这样,在模糊控制过程中,由一组实际的输入量e和ec,经过量化后,便可得出一个控制量,因此本系统根据13个e和13个EC相应得到一个13*13的控制表。
2.4 离线控制表
由于总控制表的计算工作量较大,且计算时间较长,为加快系统的响应速度,先将上述控制表采用离线计算形式,即转换为表5,八位数字量的最高位设为符号位,把离线表先写入微机的存储器中,在实时控制中,只需通过查表的形式,便可获得实时的控制量。
3 系统软件设计
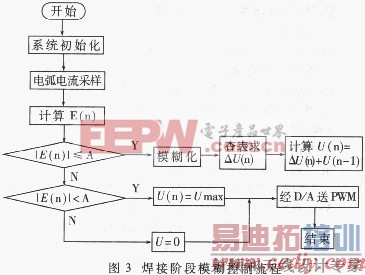
系统软件设计可分四个部分:焊前准备,引弧控制、焊接阶段控制、收弧控制,焊接阶段控制主要是模糊控制,其程序流程见图3,为了加快控制过程,缩短过渡时间,在程序中分两个环节进行,当电流偏差大于A门限值时,系统进入加速控制过程,让信号迅速逼近给定值;当偏差小于等于A门限值时,系统进入模糊控制环节,根据偏差和偏差变化率,量化后查询模糊离线总控制表,取出控制量的增量,然后进行控制,A的大小由经验得出。
(1)模糊控制作为一种新型的智能控制法,在焊接电弧电流的控制中能获得良好的控制效果,具有控制精度高、无超调、动态品质好和鲁棒性强的特点。
(2)采用单片机控制系统在满足电弧电流模糊控制的要求下,具有成本低、控制灵活、可*性高的特点。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:直流电弧炉新型整流电源的研究
下一篇:由外部电压控制的恒流吸收电路
射频和天线工程师培训课程详情>>
