- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
电解液在锂电池发展中扮演重要角色
录入:edatop.com 点击:
锂离子电池产业的发展,离不开锂离子电池电解液材料的研究。为了适应锂离子电池产业发展的需要,不断满足锂离子电池的各种功能要求,锂离子电池电解液的研究显得尤为重要。
在锂离子电池产业的形成中,实用化有机液体电解液是功不可没的。另外,针对不同的正负极材料调整配套的电解液组成,可以优化电池的综合性能,降低锂离子电池的成本,从而使锂离子电池替代一次性碱性电池市场成为可能。
电解液的每一次进步都有力地推动了锂离子电池的应用和迅速发展,而且在可预见的未来动力电池产业发展中,电解液材料仍将在锂电池的发展中扮演非常关键的角色。
在锂离子电池产业的形成中,实用化有机液体电解液是功不可没的。另外,针对不同的正负极材料调整配套的电解液组成,可以优化电池的综合性能,降低锂离子电池的成本,从而使锂离子电池替代一次性碱性电池市场成为可能。
电解液的每一次进步都有力地推动了锂离子电池的应用和迅速发展,而且在可预见的未来动力电池产业发展中,电解液材料仍将在锂电池的发展中扮演非常关键的角色。
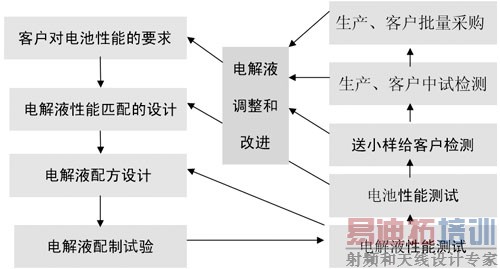
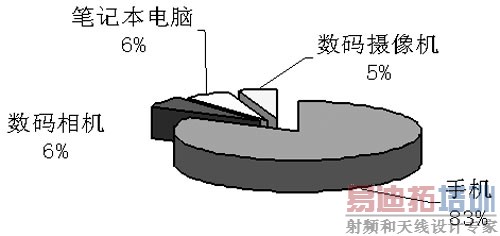
| 电解液设计、生产、使用程序 电解液与电池性能关系密切 锂离子电池的性能与电解液之间存在密不可分的关系: 1.锂离子动力电池 该电池主要应用于航模、电动汽车、电动单车、电动摩托、电动工具等领域。电解液根据电池所用正负极材料、高低温和安全性要求等来进行设计,确保电池在安全、热稳定、化学和电化学性能稳定、与正负极兼容方面同时满足要求。通常使用多元溶剂,配合适当的锂盐和添加剂,组成各项性能兼顾的锂离子电池电解液,从而使锂离子电池满足动力电池的要求。 2.耐超低温锂离子电池 该电池主要应用于军工、航空航天及北方寒冷地区,要求在低温甚至是超低温的条件下,仍能正常或部分正常工作,发挥常规容量的50%以上。电解液主要在溶剂熔点和溶质搭配方面进行综合考虑,通常选用熔点较低的溶剂体系,以满足电池的低温要求。 3.高容量长寿命锂离子电池 18650型电池容量已由最初的1350mAh发展到了现在的2200mAh,下一步的目标是提升到2600mAh~3600mAh甚至更高。因此需要在正负极材料和合成工艺等方面进行改进,比如使用高镍正极复合材料,硅合金、锡合金等高容量负极材料。工艺方面可以通过提高电极活性物质压实密度或采用新的涂布工艺等,要求电池达到高容量的同时,具备良好的循环寿命。 4.高安全性锂离子电池 通过改善电解液的溶剂体系和防过充添加剂、阻燃添加剂的使用,使电池在过充电、短路、高温、跌落、针刺和热冲击等情况下的安全性能得以大大提高。 5.适用于各种正负极材料的锂离子电池 由于常规正极材料所使用的钴资源的匮乏,以及成本、安全性、环保性方面的局限,各种新型正负极材料不断被开发出来并投入应用,与此相适应的各种功能锂离子电池电解液被大量开发出来。 由此可见,锂离子电池电解液的设计和研究都是紧紧围绕锂离子电池产业的性能需要来进行的,因此是密不可分的重要组成部分。 电解液材料未来发展趋势 锂离子电池凭借其自身的综合优势正在走进一个更为庞大的产业群——— 汽车动力电池领域。据统计,该市场规模将达到1000亿美元。为了适应这个庞大的产业群,锂离子电池电解液材料未来的发展趋势将主要集中在新型溶剂、离子液体、添加剂、新型锂盐等方面,与新型正、负极材料相匹配,从而使锂离子电池更安全,具有更高的功率、更大的容量,最终安全方便地应用于电动车、储能、航天以及更广泛的领域。 为了满足锂离子电池产业未来发展的需要,必须开发出高安全性、高环境适应性的动力电池电解液材料。主要应从电解液的溶剂、溶质和添加剂的选择上进行考量: (1)尽量选择工作温度范围宽的溶剂,溶剂的熔点最好能在-40℃以下,沸点最好在150℃以上或更高,电化学窗口宽的溶剂能更好地防止在荷电状态下的电解液的氧化还原反应,同时可以提高电池的循环稳定性。比如可以考虑使用离子液体、新型溶剂、多组分溶剂等,从而解决动力电池的安全性和环境适应性。 (2)选择合适的溶质,提高电池的环境适应性。目前通常所用的LiPF6(锂六氟磷酸盐)分解温度低,从60℃开始就有少量分解,在较高温度或恶劣的环境下,分解的比例大大增加,产生HF(氢氟酸)等游离酸,从而使电解液酸化,最终导致电极材料的损坏以及电池性能的急剧恶化。 (3)可以考虑添加适量的阻燃添加剂、氧化还原穿梭添加剂、保护正负极成膜添加剂等。采用阻燃添加剂可以确保电池内部热失控时,电解液不会燃烧起火,使电池安全性得以保证。采用氧化还原穿梭添加剂的作用是,防止当电池尤其是动力电池组由于在使用过程中出现异常的状况,单体电池会经常性过充或过放,从而导致电池性能的迅速恶化,进而影响整组电池的性能和使用,甚至带来安全隐患的发生。采用正负极成膜添加剂的作用是可以有效地保护正负极材料在充电状态下与电解液的接触反应,通过成膜的形式,将高度活性的正负极与电解液隔离开来,从而防止电解液在电极表面的反应。 综上所述,锂离子电池电解液的发展必定促进锂离子电池的未来发展,最终为全球环保问题的解决作出应有的贡献。 相关链接 锂电池电解液的发展历程 上世纪90年代以来,锂离子电池电解液的发展大体经过了3个阶段,分别是: 第一阶段,富含碳酸乙烯酯(EC)或碳酸丙烯酯(PC)的二元液体电解液。1996年锂离子电池诞生初期,电解液中的EC或PC含量高,通常在50%左右,那时负极材料多用石油焦,而其对PC的嵌层不敏感。此时的锂离子电池性能较差,容量也较低,主要应用于手机电池领域。 第二阶段,富含碳酸二乙酯(DEC)、碳酸二甲酯(DMC)等低黏度组分的电解液。1997年~2004年间,为了进一步提高电解液的导电性,改善电解液与石墨类负极材料的相容性,PC基本不被使用,EC的用量被控制在15%-35%之间。为了改善电解液的成膜性质,新型溶剂如碳酸甲乙酯(EMC)等出现并与EC配合使用,添加剂也在这阶段开始大量出现,并有少量进入产业化生产阶段。此时锂离子电池性能和容量大幅度提高,电池寿命大大延长,镍氢、铅酸电池市场被快速替代。 第三阶段,多元化液态锂离子电池电解液。最近几年来,锂离子电池电解液的发展很快,优化方案也非常多,电解液的锂盐不止一种,溶剂组成更加复杂。另外,高温电解液、低温电解液、安全电解液、高功率动力电池电解液开始占据显著地位。同时,新的溶剂也不断出现并得到应用。因此,电池性能得以进一步提高,功能化、专业化更加明显,从而推动了锂离子电池产业进入飞速发展时期。此时,锂离子电池不断抢占传统电池的市场份额,同时又在不断拓展新的应用领域,从数码产品、储能电池到玩具、电动工具、电动单车等等。 未来锂离子电池电解液的发展方向将是:更安全、更稳定、更长寿命的锂离子电解液的开发应用(比如离子液体、更稳定安全的电解质盐等),以及与之相匹配、安全性能更好的正、负极材料(如磷酸亚铁锂等),从而使锂离子电池在电动车领域迅速推广。
|