- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
半桥逆变型电子束焊机用直流高压电源的设计
录入:edatop.com 点击:
1 引言
电子束焊机用高压电源的高效小型化是电子束焊机的发展需要。电子束焊机从当初的试验室应用发展到应用于工业领域以来,其高压电源亦经过了近50年的 发展历程。从高压电源的发展阶段看,最初的高压电源由调压器人工开环控制和调节高压,整流器件为闸流管,这种原始的控制和调节仅满足于试验研究和要求不高 的应用场合。体积大、效率低、操作复杂和可靠性差是该种电源的主要缺点。随着近代电子技术及电力电子技术的快速发展,一些先进的元器件如晶闸管被成功地应 用到高压电源的设计和制造领域。由于电源采用闭环控制,实现了高压的自动控制和调节,这使电源的稳定性、纹波电压及可靠性等技术指标都得到了显著的提高, 而高压电源性能的提高也改善了电子束焊机的焊接质量,促进了电子束焊机的发展。
自上世纪90年代以来,新型电力电子器件(如IGBT)、数字控制技术及自动控制技术的快速发展和广泛应用,更加促进了电子束焊机电源的发展。西方国家开 始应用现代新技术和新材料研制电子束焊机,如比较大型的电子束焊机及电子束技术应用生产线均采用计算机控制,实现人工智能化操作和管理。一般小型机则采用 PLC控制,由于PLC具有较强的抗干扰能力及控制功能强等特点,容易实现对电子束焊机的可靠控制。
2 高压电源的主电路系统和参数
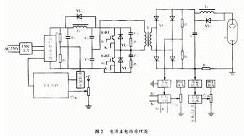
高压电源的系统框图如图1所示,其主电路如图2所示。它主要由以下电路组成。
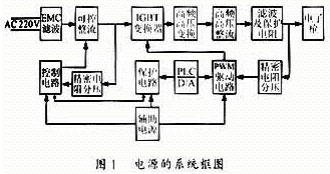
2.1 EMC滤波电路
开关电源工作时会产生传导噪声返回到市电网络,影响电源控制电路的正常工作,并对其它的电器设备产生干扰,因此必须加以克服。本电源采用EMC滤波 电路,主要由L和C组成的电源线路滤波器,包括差模抑制和共模抑制电路,能有效抑制差模和共模噪声。
2.2 可控整流电路
可控整流电路由集成一体化智能调压模块组成,电感L1和电容C3组成滤波电路以获得较为平稳的直流电压,Rc和Rd组成精密的反馈取样电路,确保输出电压在控制电路的作用下保持稳定。
2.3 IGBT逆变电路
逆变电路由半桥电容C、IGBT、高压变压器、保护元件等组成。IGBT为富士公司的快速系列模块,其型号为1MBH600-100。T为高压变压器,经 IGBT逆变后的方波电压经高压变压器升压到40kV左右的高频交流电压。由于高压线圈的匝数较多,在高频时,寄生电容和自感会影响电源的输出特性 ,因此须对线圈采取静电屏蔽,另外由于对地电容的作用,束流取样电阻上会叠加一高频交流信号,必须采取补偿措施加以消除。本电源采用双屏蔽措 施来消除束流干扰信号,即在高低压线圈之间加装双层屏蔽,第一层屏蔽接地,第二层接在束流取样电阻上。VL11、R9、C9、VL21、R19、C19组 成IGBT的尖峰电压吸收电路,确保IGBT的安全工作。
2.4 高压整流电路
高压整流电路由高频高压硅堆、高压滤波电容器、保护电阻及取样电路组成。由于经高压变压器升压后的电压具有较高的频率,所以选用高频高压快速整流硅堆以满 足高频高压整流的需要。滤波电容器选用高压聚苯乙烯电容器,这种电容器具有较小的tgδ及高频性能,对电源的输出特性影响小。为有效地限制短路电流及电源 内部过电压的限流电阻和保护电阻,均采用具有热性能稳定、自感小、通流容量大,具有较强的耐受过电压、电流冲击能力的实体电阻。取样电路中的高压取样信号由精密电阻分压器获得,分压器由精密线绕无感电阻制成,顶部加装屏蔽电极,保证取样电压的稳定。电子束流取样亦通过精密无感线绕电阻制成,两种取样电阻均 放在电磁屏蔽盒里,防止干扰信号进入控制电路。
3 控制电路
控制电路由PI给定调节电路、PWM及其驱动电路等组成。整流控制电路保证市电整流后输出电压的稳定。PI给定调节电路和PWM及其驱动电路实现直流高压的稳定和自动调节。各部分电路的工作原理如下。
3.1 整流移相控制电路
整流控制电路为集成在调压模块内的厚模集成电路。整流后的直流电压经电阻分压器取样并经电量隔离电路送入PI调节器的反馈端,PI调节器在给定和反馈的共 同作用下,并经放大后输出一直流信号给智能调压模块控制端,以控制晶闸管的触发角,实现直流输出电压的稳定调节。辅助电源采用集成一体化高精度线性电源, 各电源地分别独立,以减小地电流干扰信号对控制电路的影响。
3.2 PI给定调节电路
PI给定调节电路由PLC和D/A模块、PI调节器、反馈信号取样及隔离电路等组成。给定信号由PLC程序设置,它包含了上升斜波函数及下降斜波函数,运 算后的数字量经D/A模块输出到给定电位器,调节电位器能调节PI调节的给定信号的大小。反馈信号取自高精密电阻分压器的低压臂并经电量隔离电路输入到 PI调节器的反馈端。PI调节器由TL494内部放大器和外接电阻电容组成,具体原理电路如图2所示。
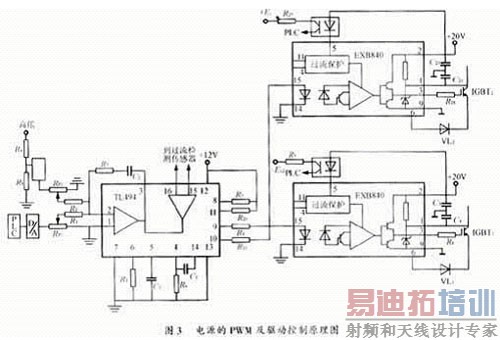
3.3 PWM及其驱动电路
PWM及其驱动电路的电原理图如图3所示。PWM信号由TL494调制,TL494内部的另一放大器外接电流信号作为过流保护用。电流传感器采用LEM公 司生产的电流检测隔离器件,能保证控制电路和主电路的可靠隔离,具有动态响应快、取样电流信号与输出电流线性度好的特点,能有效克服高压电路的干扰信号对 取样电路的影响。反馈信号和给定信号在PI调节器调节后经TL494调制成两路互补的PWM脉冲。TL494输出的脉冲送入到IGBT的专用驱动模块 EXB840的输入端,IGBT的驱动电路采用富士公司的EXB840专用驱动1200V、70A的模块,内部采用2500V光电隔离电路,其输入电压为 +20V,其中+15V作为IGBT的正向驱动电压,-5V是IGBT关断时加在IGBT的栅极与发射极之间的反向电压,使之可靠关断。脚14外接 TL494输出的PWM信号驱动IGBT,脚6通过二极管接到IGBT来检测IGBT的过流信号,脚4外接控制电路把过流信号输入到PLC,PLC对其进 行运算和处理后发出过流信号。控制电路的工作过程为经PI调节器作用后的信号输入到TL494内部,TL494输出PWM脉冲,其占空比由PI调节器输出 信号的大小来决定,具有一定占空比的PWM脉冲经EXB840作用后驱动IGBT,从而实现变压器输出电压的稳定调节。
4 保护电路
高压电源在工作时,电源的内部会产生过电压或过电流以致损坏电源或IGBT,因此必须设置保护电路来保证电源的安全。电源设置了过压保护、梯度上升及下降 电路和过流保护电路。过流保护采用了三级保护:第一级是EXB840电路本身的过流保护检测功能,即在IGBT过流时,IGBT驱动模块的脚6会检测到过 流信号而直接封锁输出脉冲,关断IGBT,同时EXB840的脚4经过外接电路输出信号给PLC,PLC经过程序运算后,一方面发出过流信号指示,另一方 面给晶闸管移相控制电路提供封锁脉冲信号,关断晶闸管主电路。第二级保护是利用TL494的内部放大器的脚15、16外接电流隔离传感器,当检测到的电流 信号超过设定值时,TL494封锁输出脉冲,从而实现对IGBT的关断。第三级保护是高压侧电子束流过流保护,当出现过电流时,束流取样信号反馈到控制电 路,控制电路发出过流信号给PLC,PLC分别发出关断主电路和过流显示信号,从而实现过流保护。电源还设置了过压保护电路,能有效地对电源的过电压进行 保护,在高压电源的内部还加装了限流电阻及保护电阻,能有效地限制过电流和过电压。为了克服开机时市电对电源的冲击,通过PLC内部程序设置了软启动斜坡 函数,经D/A模块运算后作为PI调节器的给定,实现电源的软启动。
5 电源系统的技术指标
电源的技术指标如下:
输入电压220V,50Hz;
输出电压0~60kV,纹波系数<1%,稳定度10-4;
电子束流0~167mA,纹波系数<1%;
逆变频率20kHz;
输出功率0~10kW;
效率>80%。
6 结语
经试验,电源的各项技术指标均达到了预期的设计目标。电子束焊机用高压电源采用逆变式高压电源,有利于整个设备的小型化,特别适用于便携式电子束焊机,提高了设备的使用效率,较容易实现对高压的自动化联锁保护,使得设备操作更加简单。
大功率电子束焊机用高压电源采用逆变电源还需要进一步地研究。对于大功率焊机电源(30kW以上),体积和能耗处于相对非突出位置,另一方面大功率电源的 高压放电时的保护技术、高频变压器的制造技术、逆变控制技术等有待于进一步地研究和开发。
由于可靠性和电源效率的提高,中等功率的焊机采用本设计的高压电源(3~15kW)值得推广和应用。在高压打火时电源对低压电路的影响、IGBT的过流和过压保护、EMC等方面采取了有效的措施,保证了电子束焊机的工作需要。
高压焊机用高压电源(150kV)采用逆变高压电源,在高压联锁保护方面优点明显,对电子束斑品质的改善、焊接工艺的提高方面尤其如此。开展高压焊机用高压电源的研究是我国电子束焊机制造业的新课题,本电源的经验和设计数据对高压焊机用高压电源的研究具有参考意义。
电子束焊机用高压电源的高效小型化是电子束焊机的发展需要。电子束焊机从当初的试验室应用发展到应用于工业领域以来,其高压电源亦经过了近50年的 发展历程。从高压电源的发展阶段看,最初的高压电源由调压器人工开环控制和调节高压,整流器件为闸流管,这种原始的控制和调节仅满足于试验研究和要求不高 的应用场合。体积大、效率低、操作复杂和可靠性差是该种电源的主要缺点。随着近代电子技术及电力电子技术的快速发展,一些先进的元器件如晶闸管被成功地应 用到高压电源的设计和制造领域。由于电源采用闭环控制,实现了高压的自动控制和调节,这使电源的稳定性、纹波电压及可靠性等技术指标都得到了显著的提高, 而高压电源性能的提高也改善了电子束焊机的焊接质量,促进了电子束焊机的发展。
自上世纪90年代以来,新型电力电子器件(如IGBT)、数字控制技术及自动控制技术的快速发展和广泛应用,更加促进了电子束焊机电源的发展。西方国家开 始应用现代新技术和新材料研制电子束焊机,如比较大型的电子束焊机及电子束技术应用生产线均采用计算机控制,实现人工智能化操作和管理。一般小型机则采用 PLC控制,由于PLC具有较强的抗干扰能力及控制功能强等特点,容易实现对电子束焊机的可靠控制。
2 高压电源的主电路系统和参数
高压电源的系统框图如图1所示,其主电路如图2所示。它主要由以下电路组成。
2.1 EMC滤波电路
开关电源工作时会产生传导噪声返回到市电网络,影响电源控制电路的正常工作,并对其它的电器设备产生干扰,因此必须加以克服。本电源采用EMC滤波 电路,主要由L和C组成的电源线路滤波器,包括差模抑制和共模抑制电路,能有效抑制差模和共模噪声。
2.2 可控整流电路
可控整流电路由集成一体化智能调压模块组成,电感L1和电容C3组成滤波电路以获得较为平稳的直流电压,Rc和Rd组成精密的反馈取样电路,确保输出电压在控制电路的作用下保持稳定。
2.3 IGBT逆变电路
逆变电路由半桥电容C、IGBT、高压变压器、保护元件等组成。IGBT为富士公司的快速系列模块,其型号为1MBH600-100。T为高压变压器,经 IGBT逆变后的方波电压经高压变压器升压到40kV左右的高频交流电压。由于高压线圈的匝数较多,在高频时,寄生电容和自感会影响电源的输出特性 ,因此须对线圈采取静电屏蔽,另外由于对地电容的作用,束流取样电阻上会叠加一高频交流信号,必须采取补偿措施加以消除。本电源采用双屏蔽措 施来消除束流干扰信号,即在高低压线圈之间加装双层屏蔽,第一层屏蔽接地,第二层接在束流取样电阻上。VL11、R9、C9、VL21、R19、C19组 成IGBT的尖峰电压吸收电路,确保IGBT的安全工作。
2.4 高压整流电路
高压整流电路由高频高压硅堆、高压滤波电容器、保护电阻及取样电路组成。由于经高压变压器升压后的电压具有较高的频率,所以选用高频高压快速整流硅堆以满 足高频高压整流的需要。滤波电容器选用高压聚苯乙烯电容器,这种电容器具有较小的tgδ及高频性能,对电源的输出特性影响小。为有效地限制短路电流及电源 内部过电压的限流电阻和保护电阻,均采用具有热性能稳定、自感小、通流容量大,具有较强的耐受过电压、电流冲击能力的实体电阻。取样电路中的高压取样信号由精密电阻分压器获得,分压器由精密线绕无感电阻制成,顶部加装屏蔽电极,保证取样电压的稳定。电子束流取样亦通过精密无感线绕电阻制成,两种取样电阻均 放在电磁屏蔽盒里,防止干扰信号进入控制电路。
3 控制电路
控制电路由PI给定调节电路、PWM及其驱动电路等组成。整流控制电路保证市电整流后输出电压的稳定。PI给定调节电路和PWM及其驱动电路实现直流高压的稳定和自动调节。各部分电路的工作原理如下。
3.1 整流移相控制电路
整流控制电路为集成在调压模块内的厚模集成电路。整流后的直流电压经电阻分压器取样并经电量隔离电路送入PI调节器的反馈端,PI调节器在给定和反馈的共 同作用下,并经放大后输出一直流信号给智能调压模块控制端,以控制晶闸管的触发角,实现直流输出电压的稳定调节。辅助电源采用集成一体化高精度线性电源, 各电源地分别独立,以减小地电流干扰信号对控制电路的影响。
3.2 PI给定调节电路
PI给定调节电路由PLC和D/A模块、PI调节器、反馈信号取样及隔离电路等组成。给定信号由PLC程序设置,它包含了上升斜波函数及下降斜波函数,运 算后的数字量经D/A模块输出到给定电位器,调节电位器能调节PI调节的给定信号的大小。反馈信号取自高精密电阻分压器的低压臂并经电量隔离电路输入到 PI调节器的反馈端。PI调节器由TL494内部放大器和外接电阻电容组成,具体原理电路如图2所示。
3.3 PWM及其驱动电路
PWM及其驱动电路的电原理图如图3所示。PWM信号由TL494调制,TL494内部的另一放大器外接电流信号作为过流保护用。电流传感器采用LEM公 司生产的电流检测隔离器件,能保证控制电路和主电路的可靠隔离,具有动态响应快、取样电流信号与输出电流线性度好的特点,能有效克服高压电路的干扰信号对 取样电路的影响。反馈信号和给定信号在PI调节器调节后经TL494调制成两路互补的PWM脉冲。TL494输出的脉冲送入到IGBT的专用驱动模块 EXB840的输入端,IGBT的驱动电路采用富士公司的EXB840专用驱动1200V、70A的模块,内部采用2500V光电隔离电路,其输入电压为 +20V,其中+15V作为IGBT的正向驱动电压,-5V是IGBT关断时加在IGBT的栅极与发射极之间的反向电压,使之可靠关断。脚14外接 TL494输出的PWM信号驱动IGBT,脚6通过二极管接到IGBT来检测IGBT的过流信号,脚4外接控制电路把过流信号输入到PLC,PLC对其进 行运算和处理后发出过流信号。控制电路的工作过程为经PI调节器作用后的信号输入到TL494内部,TL494输出PWM脉冲,其占空比由PI调节器输出 信号的大小来决定,具有一定占空比的PWM脉冲经EXB840作用后驱动IGBT,从而实现变压器输出电压的稳定调节。
4 保护电路
高压电源在工作时,电源的内部会产生过电压或过电流以致损坏电源或IGBT,因此必须设置保护电路来保证电源的安全。电源设置了过压保护、梯度上升及下降 电路和过流保护电路。过流保护采用了三级保护:第一级是EXB840电路本身的过流保护检测功能,即在IGBT过流时,IGBT驱动模块的脚6会检测到过 流信号而直接封锁输出脉冲,关断IGBT,同时EXB840的脚4经过外接电路输出信号给PLC,PLC经过程序运算后,一方面发出过流信号指示,另一方 面给晶闸管移相控制电路提供封锁脉冲信号,关断晶闸管主电路。第二级保护是利用TL494的内部放大器的脚15、16外接电流隔离传感器,当检测到的电流 信号超过设定值时,TL494封锁输出脉冲,从而实现对IGBT的关断。第三级保护是高压侧电子束流过流保护,当出现过电流时,束流取样信号反馈到控制电 路,控制电路发出过流信号给PLC,PLC分别发出关断主电路和过流显示信号,从而实现过流保护。电源还设置了过压保护电路,能有效地对电源的过电压进行 保护,在高压电源的内部还加装了限流电阻及保护电阻,能有效地限制过电流和过电压。为了克服开机时市电对电源的冲击,通过PLC内部程序设置了软启动斜坡 函数,经D/A模块运算后作为PI调节器的给定,实现电源的软启动。
5 电源系统的技术指标
电源的技术指标如下:
输入电压220V,50Hz;
输出电压0~60kV,纹波系数<1%,稳定度10-4;
电子束流0~167mA,纹波系数<1%;
逆变频率20kHz;
输出功率0~10kW;
效率>80%。
6 结语
经试验,电源的各项技术指标均达到了预期的设计目标。电子束焊机用高压电源采用逆变式高压电源,有利于整个设备的小型化,特别适用于便携式电子束焊机,提高了设备的使用效率,较容易实现对高压的自动化联锁保护,使得设备操作更加简单。
大功率电子束焊机用高压电源采用逆变电源还需要进一步地研究。对于大功率焊机电源(30kW以上),体积和能耗处于相对非突出位置,另一方面大功率电源的 高压放电时的保护技术、高频变压器的制造技术、逆变控制技术等有待于进一步地研究和开发。
由于可靠性和电源效率的提高,中等功率的焊机采用本设计的高压电源(3~15kW)值得推广和应用。在高压打火时电源对低压电路的影响、IGBT的过流和过压保护、EMC等方面采取了有效的措施,保证了电子束焊机的工作需要。
高压焊机用高压电源(150kV)采用逆变高压电源,在高压联锁保护方面优点明显,对电子束斑品质的改善、焊接工艺的提高方面尤其如此。开展高压焊机用高压电源的研究是我国电子束焊机制造业的新课题,本电源的经验和设计数据对高压焊机用高压电源的研究具有参考意义。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
射频和天线工程师培训课程详情>>
