- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
基于CPLD的激光驱动电源的设计
录入:edatop.com 点击:
1 引言
激光加工主要是利用CO:激光束聚焦在材料表 面使材料熔化,同时用与激光束同轴的压缩气体吹 走被熔化的材料,来完成所需轨迹图形的切割或者 相应工艺品表面的雕刻。激光加工属于非接触加工, 具有加工方法多、适应性强、加工精度高、质量好 和加工效率高等优点。激光驱动电源作为激光器的 直接控制单元,其光开关响应的最高频率和出光功 率稳定和可靠性会直接影响最终的加工效果。基于 快速响应和出光稳定的需求,乐创自动化技术有限 公司研发了一种基于CPLD的数字式大功率激光驱 动电源。
2 系统组成及其工作原理
2.1 系统组成
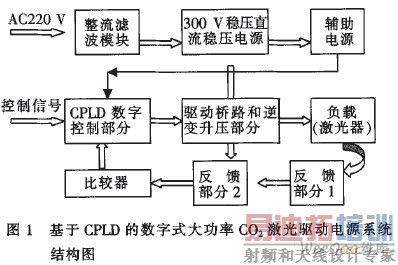
基于 CPLD的数字式大功率CO:激光驱动电源 的系统结构如图1所示。 该 系统 主 要由主电源、稳压电源、辅助电源、 驱动桥路、逆变升压、反馈电路和数字控制电路等部 分组成。其中主电源和稳压电源主要完成AC20V 的输人到310V直流电压的稳定输出,保证逆变升 压部分在一个合理的参数下稳定可靠工作。辅助电 源主要是将310V直流电压转换成SV和12V直流电 压供数字控制部分和反馈比较器部分使用。驱动桥 路和逆变升压主要是完成负载需要的约200(刃V高压的输出。反馈电路主要起到保护作用,控制输出 电流的范围。
2.2 工作原理
在激光驱动电源的原理框图中,AC202V经过 整流滤波后产生310V的直流电压,310V直流电 压经过稳压电源输出稳定的310V直流电压供逆变 升压部分和辅助电源工作,辅助电源把3lOV直流 电压变成12V和SV直流电压给数字控制部分和反 馈部分提供基准电压。数字控制部分通过控制驱动 桥路的导通时间来完成功率的控制。反馈电路通 过采样输出源端的电流大小来保护输出电流不超过 30MA。
3 功能的实现方法
3.主电路及稳压电路部分
AC220V 经过整流滤波后得到301V左右的直流电压,再经过开关型稳压电源得到稳定的3lOV直流电压。
3.2 驱动桥路及逆变升压部分
31O V 直 流电压经过半桥逆变得到高频方波电 压,为了保证低电流激光器的器辉,在逆变回路中 采用了串联谐振和并联谐振技术。高频升压变压器 和高压整流电路构成的升压部分被封装成独立的元 件高压包。设计中采用2个高压包串联输出给激光 器供电。
3.3数字控制部分及反馈部分
数字部分采用CPLD控制,一方面CPLD完成 开关光、水保护、过流过压反馈等信号的逻辑控制, 另一方面主要是完成PWM波的输出。
3.4 辅助电源部分
基于VIPer22 A变换器和高频电源变压器的辅 助电源,输出电压波形稳定无较大尖峰。
4 功能特点
4.1稳定性好,抗外电压波动性强,调节范围大
由在逆变升压电路之前设计了一级开关型稳 压电源,该稳压电源能够保证外网电压在一15% (187V)一+10%(242V)之间变化时,逆变升压部 分的基准电压稳定在30v,这样就保证了逆变升压 部分能工作在一个稳定的参数下,同时也就提高了其工作的稳定性。
4.2 频率响应高
由于控制部分采用了基于CPLD的数字控制方 式,在激光雕刻加工中可以胜任lokb/s的控制脉 冲,能够很好地完成坡度雕刻和小字的雕刻。
4.3 准确的功率控制
在激光切割加工中,由于数字控制模块输出的 驱动脉冲的占空比不受外部非控制信号的影响,能 够保证在长时间工作下稳定的功率输出。在激光雕 刻中,能够实时响应控制系统的功率数据,同时由 于激光器的出光功率与工作电流之间并不是线性关 系,在坡度雕刻时,可以通过数字控制部分修正光 功率,使其以线性变化来保证在雕刻坡度中对坡度 的要求。
4.4 可以定制的控制方式
在激光加工应用中,有时会有很多特殊的加工 要求,如切割起始阶段要求出光功率大一些。数字 控制方式能够方便地修改程序来满足相应的新要求。
5 结论
通过在成都微巨科技有限公司生产的1.6M的 激光器上长时间测试,该激光驱动电源频率响应高、 控制精确、且输出电流纹波小,能够保证激光器长 期稳定的工作。
激光加工主要是利用CO:激光束聚焦在材料表 面使材料熔化,同时用与激光束同轴的压缩气体吹 走被熔化的材料,来完成所需轨迹图形的切割或者 相应工艺品表面的雕刻。激光加工属于非接触加工, 具有加工方法多、适应性强、加工精度高、质量好 和加工效率高等优点。激光驱动电源作为激光器的 直接控制单元,其光开关响应的最高频率和出光功 率稳定和可靠性会直接影响最终的加工效果。基于 快速响应和出光稳定的需求,乐创自动化技术有限 公司研发了一种基于CPLD的数字式大功率激光驱 动电源。
2 系统组成及其工作原理
2.1 系统组成
基于 CPLD的数字式大功率CO:激光驱动电源 的系统结构如图1所示。 该 系统 主 要由主电源、稳压电源、辅助电源、 驱动桥路、逆变升压、反馈电路和数字控制电路等部 分组成。其中主电源和稳压电源主要完成AC20V 的输人到310V直流电压的稳定输出,保证逆变升 压部分在一个合理的参数下稳定可靠工作。辅助电 源主要是将310V直流电压转换成SV和12V直流电 压供数字控制部分和反馈比较器部分使用。驱动桥 路和逆变升压主要是完成负载需要的约200(刃V高压的输出。反馈电路主要起到保护作用,控制输出 电流的范围。
2.2 工作原理
在激光驱动电源的原理框图中,AC202V经过 整流滤波后产生310V的直流电压,310V直流电 压经过稳压电源输出稳定的310V直流电压供逆变 升压部分和辅助电源工作,辅助电源把3lOV直流 电压变成12V和SV直流电压给数字控制部分和反 馈部分提供基准电压。数字控制部分通过控制驱动 桥路的导通时间来完成功率的控制。反馈电路通 过采样输出源端的电流大小来保护输出电流不超过 30MA。
3 功能的实现方法
3.主电路及稳压电路部分
AC220V 经过整流滤波后得到301V左右的直流电压,再经过开关型稳压电源得到稳定的3lOV直流电压。
3.2 驱动桥路及逆变升压部分
31O V 直 流电压经过半桥逆变得到高频方波电 压,为了保证低电流激光器的器辉,在逆变回路中 采用了串联谐振和并联谐振技术。高频升压变压器 和高压整流电路构成的升压部分被封装成独立的元 件高压包。设计中采用2个高压包串联输出给激光 器供电。
3.3数字控制部分及反馈部分
数字部分采用CPLD控制,一方面CPLD完成 开关光、水保护、过流过压反馈等信号的逻辑控制, 另一方面主要是完成PWM波的输出。
3.4 辅助电源部分
基于VIPer22 A变换器和高频电源变压器的辅 助电源,输出电压波形稳定无较大尖峰。
4 功能特点
4.1稳定性好,抗外电压波动性强,调节范围大
由在逆变升压电路之前设计了一级开关型稳 压电源,该稳压电源能够保证外网电压在一15% (187V)一+10%(242V)之间变化时,逆变升压部 分的基准电压稳定在30v,这样就保证了逆变升压 部分能工作在一个稳定的参数下,同时也就提高了其工作的稳定性。
4.2 频率响应高
由于控制部分采用了基于CPLD的数字控制方 式,在激光雕刻加工中可以胜任lokb/s的控制脉 冲,能够很好地完成坡度雕刻和小字的雕刻。
4.3 准确的功率控制
在激光切割加工中,由于数字控制模块输出的 驱动脉冲的占空比不受外部非控制信号的影响,能 够保证在长时间工作下稳定的功率输出。在激光雕 刻中,能够实时响应控制系统的功率数据,同时由 于激光器的出光功率与工作电流之间并不是线性关 系,在坡度雕刻时,可以通过数字控制部分修正光 功率,使其以线性变化来保证在雕刻坡度中对坡度 的要求。
4.4 可以定制的控制方式
在激光加工应用中,有时会有很多特殊的加工 要求,如切割起始阶段要求出光功率大一些。数字 控制方式能够方便地修改程序来满足相应的新要求。
5 结论
通过在成都微巨科技有限公司生产的1.6M的 激光器上长时间测试,该激光驱动电源频率响应高、 控制精确、且输出电流纹波小,能够保证激光器长 期稳定的工作。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:锂离子电池的修复仪的设计方案
下一篇:LCD背光、I/O端口及电源保护电路设计
射频和天线工程师培训课程详情>>
