- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
一种基于PLC的一氧化碳焚烧炉控制系统的设计和应用
录入:edatop.com 点击:
0 引言
催化裂化再生工艺有完全再生和不完全再生两种形式。对于不完全再生工艺,烟气中含有3%~10%的一氧化碳,其回收利用是节约能源保护环境的一项重要课题。对于完全再生工艺,由于热平衡及再生设备的限制,往往需要改造再生设施,设备投入比较大。此外,重油催化裂化进料中含有较高的贵重金属(如,铂、铑等),生产运行中引起催化剂失效,助燃剂损失也较大。因此.催化裂化再生工艺常采用不完全再生工艺,配以后续装置清除一氧化碳气体。许多炼油厂设置一氧化碳余热锅炉,辅以瓦斯气助燃,回收C0高温再生烟气的物理显热和化学能,同时消除再生烟气中CO及其他有害气体对大气的污染。
目前,CO焚烧炉和余热锅炉控制系统采用国外进口模块化的集散控制系统(DCS)、顺序控制系统(SCS),设备价格比较昂贵。另外。由于知识产权保护和技术沟通问题,设备一旦出现问题,现场技术人员无法及时判断、处理异常现象,再生烟气中CO及其他有害气体无法完全燃烧或爆燃,造成下游装置的余热锅炉炉管超温,过热蒸汽品质降低等严重事故。针对以上情况研究和设计了一套独立的基于PLC的焚烧自动控制系统,该设计简单易行,设备成本和维护费用较低,降低了对国外技术的依赖性,大幅度地提高了生产的安全性和可靠性。
l 焚烧炉工艺概况
CO焚烧炉为圆筒形直立结构,其下部为燃料燃烧室,中下部为催化再生烟气与二次风混燃的混合室。催化再生烟气进入焚烧炉后与燃烧后的高温烟气充分混合,使催化再生烟气温度达到着火点(约850℃),使CO在焚烧炉内绝热燃烧。焚烧后产生的高温烟气进入余热锅炉系统,用于产生3.82 MPa,450℃的中压过热蒸汽。
焚烧炉燃烧室部分采用环形进气、进风系统,进风管环形布设于燃烧室外侧,在燃烧室壁四周开设有均匀分布的若干进气/进风口,使燃气(燃油)从四周径向喷入燃烧室,在燃烧室内形成涡流,使燃料充分完全燃烧。混合室部分采用同样的设计理念,中下部的再生烟气经多个径向圆孔切向进入焚烧炉,二次风供给系统是沿烟气喷口周边进风,确保再生烟气与燃烧室出口的高温烟气充分强烈混合,使再生烟气在焚烧炉内绝热燃烧。
燃烧器采用油气联合燃烧器,油气管为套装结构,中间为油嘴,外套管为气嘴,油嘴为压力蒸汽雾化油,气嘴采用0.3~0.5 MPa高压瓦斯,可油、气单烧,也可油气混烧。本例以瓦斯气为主,若瓦斯量不足等异常情况发生时,补烧燃料油。
2 焚烧炉控制系统组成
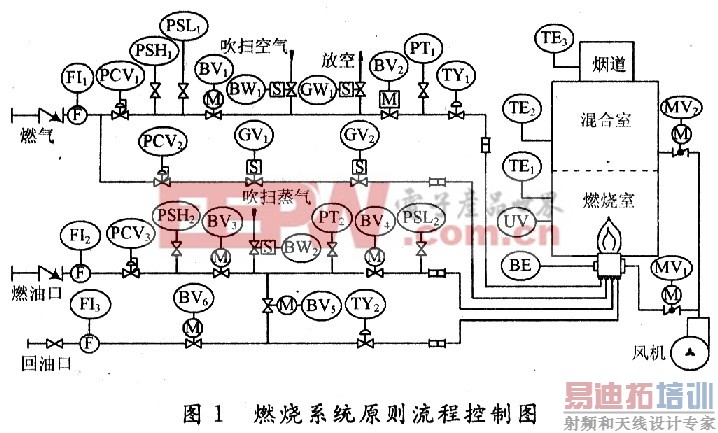
根据焚烧炉的燃烧工艺,确保装置的安全运作,并考虑节省投资,焚烧系统原则流程控制图如图1所示。
催化裂化再生工艺有完全再生和不完全再生两种形式。对于不完全再生工艺,烟气中含有3%~10%的一氧化碳,其回收利用是节约能源保护环境的一项重要课题。对于完全再生工艺,由于热平衡及再生设备的限制,往往需要改造再生设施,设备投入比较大。此外,重油催化裂化进料中含有较高的贵重金属(如,铂、铑等),生产运行中引起催化剂失效,助燃剂损失也较大。因此.催化裂化再生工艺常采用不完全再生工艺,配以后续装置清除一氧化碳气体。许多炼油厂设置一氧化碳余热锅炉,辅以瓦斯气助燃,回收C0高温再生烟气的物理显热和化学能,同时消除再生烟气中CO及其他有害气体对大气的污染。
目前,CO焚烧炉和余热锅炉控制系统采用国外进口模块化的集散控制系统(DCS)、顺序控制系统(SCS),设备价格比较昂贵。另外。由于知识产权保护和技术沟通问题,设备一旦出现问题,现场技术人员无法及时判断、处理异常现象,再生烟气中CO及其他有害气体无法完全燃烧或爆燃,造成下游装置的余热锅炉炉管超温,过热蒸汽品质降低等严重事故。针对以上情况研究和设计了一套独立的基于PLC的焚烧自动控制系统,该设计简单易行,设备成本和维护费用较低,降低了对国外技术的依赖性,大幅度地提高了生产的安全性和可靠性。
l 焚烧炉工艺概况
CO焚烧炉为圆筒形直立结构,其下部为燃料燃烧室,中下部为催化再生烟气与二次风混燃的混合室。催化再生烟气进入焚烧炉后与燃烧后的高温烟气充分混合,使催化再生烟气温度达到着火点(约850℃),使CO在焚烧炉内绝热燃烧。焚烧后产生的高温烟气进入余热锅炉系统,用于产生3.82 MPa,450℃的中压过热蒸汽。
焚烧炉燃烧室部分采用环形进气、进风系统,进风管环形布设于燃烧室外侧,在燃烧室壁四周开设有均匀分布的若干进气/进风口,使燃气(燃油)从四周径向喷入燃烧室,在燃烧室内形成涡流,使燃料充分完全燃烧。混合室部分采用同样的设计理念,中下部的再生烟气经多个径向圆孔切向进入焚烧炉,二次风供给系统是沿烟气喷口周边进风,确保再生烟气与燃烧室出口的高温烟气充分强烈混合,使再生烟气在焚烧炉内绝热燃烧。
燃烧器采用油气联合燃烧器,油气管为套装结构,中间为油嘴,外套管为气嘴,油嘴为压力蒸汽雾化油,气嘴采用0.3~0.5 MPa高压瓦斯,可油、气单烧,也可油气混烧。本例以瓦斯气为主,若瓦斯量不足等异常情况发生时,补烧燃料油。
2 焚烧炉控制系统组成
根据焚烧炉的燃烧工艺,确保装置的安全运作,并考虑节省投资,焚烧系统原则流程控制图如图1所示。
[p]
2.1 控制机理
CO在适当的高温且氧气充足的环境下可迅速燃烧并彻底分解为无害气体,而在较低的温度或氧气不足的条件下,则可能无法完全分解。因此,利用焚烧炉的温度及氧气补充是控制的关键。CO焚烧炉先利用燃烧器将燃烧室炉膛温度升高,同时用风机使燃烧室炉膛内氧气充足,然后由PLC根据热电偶等温控设备所检测到的温度范围值,按预定程序启动燃气或燃油控制单元,将瓦斯气或燃油送入燃烧室充分燃烧,燃烧室出来的高温烟气与催化裂化再生烟气充分混合,引起CO烟气起燃和完全燃烧。在CO燃烧过程中会释放出热能,可令混合室温度进一步上升,此时PLC又可控制燃烧器火焰喷嘴的开关进行温度调控,令混合室温度处在配以风机单元提供的二次风一个适当的范围内,既保障混合室的安全又保证再生烟气中的CO等有害气体充分完全燃烧。
2.2 监控对象
(1)焚烧炉本体:包括燃烧室和混合室。工艺中的控制关键点是焚烧炉的温度,包括燃烧室温度、混合室温度、焚烧炉出口温度等。
(2)燃烧器单元:燃烧器单元包括燃烧器本体、点火装置和火焰监测装置。燃烧器本体采用扩散式结构,并配以旋流稳燃器以增强燃烧效果。本燃烧器一共设有六个喷嘴,呈环状排列,可根据工艺要求开启任何一个或多个。点火装置采用伸缩式直接点火方式,选用带信号反馈的高能点火装置,由伸缩式点火枪、点火器和阀组等组成。火焰检测装置是由紫外光进行检测的火焰监视器、信号处理器、控制组件和冷却阀组等构成,用于监测燃烧器火焰。
(3)燃料控制系统:分燃气控制单元和燃油控制单元。燃气控制单元包括自力式调压阀、电动快关阀、电磁放散阀、低压蒸汽吹扫电磁阀、燃气气动调节阀、阻火器和燃气高、低压力开关等仪器仪表;燃油控制单元包括自力式调压阀、电磁快关阀、低压蒸汽吹扫电磁阀、燃油气动调节阀、阻火器和燃油高、低压力开关等设备。阀门仪器仪表均采用防爆型以确保安全。PLC根据焚烧炉燃烧室和混合室的温度调节燃气调节阀开度和燃油阀组,以调整燃烧器的燃料量和二次供风量,最终修正混合室的温度。
(4)一次和二次助燃风单元:由鼓风机、电动风门、空气过滤器及风管道等组成,为燃烧器提供适宜的助燃风和火焰检测器等设备冷却吹扫,同时为PLC提供连锁信号。
(5)安全保护单元由燃料高低压报警开关,停机吹扫阀组、泄漏检测组件和上位机DCS紧急控制组件等。
(6)操作控制柜用于现场点火、运行和停机操作,火检处理器、现场显示报警,风机自动控制系统及与上位机DCS与现场仪表转接等。
2.3 控制系统
选用SIMATIC S7-300 PLC作为核心控制设备,是因为其具有可靠性高、抗干扰能力强、硬件配套齐全、维修方便等特点。向上和上位机DCS通讯,接受上位机的命令,并将燃烧系统的工况如实传送给上位机。向下接受各种模拟量、数字量和开关量信号,同时,控制燃烧器单元、燃料控制系统、一次、二次供风单元和各种现场设备等。为实现燃烧系统的自动控制功能,专门设计控制系统的软硬件部分。其硬件包括检测仪表、可控阀组、点火装置、火焰监视组件、风机控制组件、安全保护装置和控制柜内的隔离单元,以及PLC控制中心。现场各种检测装置将监测信号通过输入输出隔离单元将信号送入PLC控制中心,进行逻辑运算和相应的控制调节等。
PLC可同时接受燃烧现场操作人员和上位机DCS的操作指令,对燃烧系统的运行过程进行监控。为保障燃烧系统的安全可靠和维护改造,PLC采用冗余配置。燃烧控制系统作为整个余热锅炉自动控制的一个相对独立的子系统,完成自身功能的同时可受控于余热锅炉DCS控制中心。控制系统采用SIEMENS Step 7 V5.2软件平台设计完成控制程序。PLC系统控制程序能完成对相应硬件设备控制的同时,自动进行安全连锁检查,确认设备当动及运行过程的安全条件,并自动进行安全自锁并保护。
3 焚烧炉控制系统设计
3.1 燃烧过程及其控制
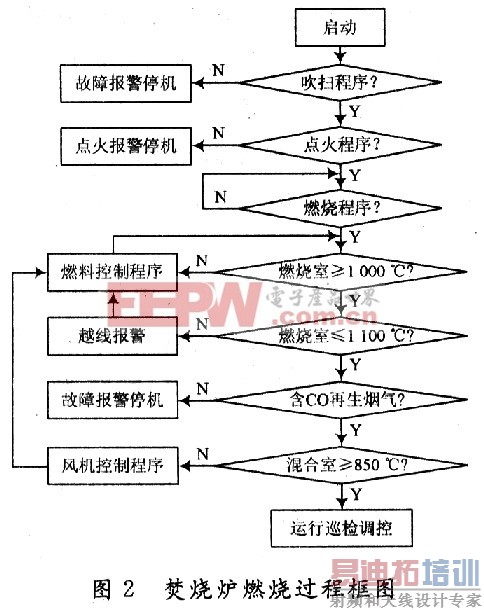
当本体设备工况和上下游工艺需启动焚烧炉,其燃烧过程框图如图2所示。当控制系统启动,由风机吹扫炉膛,目的是将炉膛内原有的气体吹扫干净,以防止炉内残留可燃气体,点火时引起爆燃损坏燃烧室,同时为燃烧室补充足够的氧气。
[p]
根据本次工艺要求,为确保再生烟气中的CO能完全焚烧。控制系统设定的燃烧室最低温度为1 000℃,混合室设定的最低温度为850℃。根据燃烧瓦斯量及其组分确定出其燃烧所需的理论一次通风量,保证助燃的瓦斯能在燃烧室内充分燃烧;二次风量应在一次风调整到位的基础上,根据燃烧室温度等参数再进行调整,以确保CO在高温下完全燃烧。在运行中,要通过总风量的调节,以及一次风和二次风的合理分配来组织合理的炉风空气动力工况和燃烧工况。在燃烧室温度低于1 000℃,须点燃多个喷嘴或开启燃油系统,加速升温;当炉温达1 100℃时,为了炉膛的安全及节省能源,可关闭部分喷嘴或燃油系统,此时维持燃烧室温度。
3.2 功能实现
为满足CO焚烧炉的经济运行和安全生产,焚烧控制系统不仅具有备程序控制、负荷自动调节和安全保护等功能,各状态指示、报警及控制均可在PLC上自动实现。为此设计若干子程序分别实现自动点火、管道安全自动吹扫、泄漏检测、自动灭火和燃料补充等功能。
(1)自动点火:点火过程全部实现自动化,操作人员在点火条件完全具备工况下点击启动点火按钮或在PLC监控屏幕下启动点火按钮,点火子程序启用,对应设备完成相应的动作。开始风机运行,吹扫电磁阀BW1、电动阀BVl和BV2打开,吹扫管道5min后,电动阀BV1和BV2关闭,引燃电磁阀GVl和GV2打开,点火装置BE持续点火5s火焰建立,燃气电动阀BV1和BV2打开,5s后引燃电磁阀GV1和GV2关闭,调节阀TY1调火,最后火焰监视器UV监视燃烧。若无火检信号,则立即关闭所有燃气阀,同时发出“点火失败”报警。
(2)管道自动吹扫:在点火启动前、点火失败后、停机后或运行过程中,都需要对燃烧室及燃料气管道及阀组进行吹扫,以有效地清除炉膛、管阀和烟道中可能聚集的可燃气体,以防发生安全事故。
(3)泄漏检测:燃料气管道联接和电动快关阀及放散阀是否泄漏,关系到燃烧站设备和操作人员的安全。在燃烧站冷启动前,燃烧室、管道和阀组吹扫后,必须进行泄漏检测。该子程序分为调节阀TY1泄漏子程序、电动阀BV1泄漏子程序、电动阀BV2泄漏子程序、电磁阀GW1泄漏子程序等。
(4)自动灭火:当燃料信号或上位机DCS发出停炉等信号时,焚烧炉自动灭火进入备起状态或停炉状态,同时在PLC控制柜上声光报警并指示停炉原因如下:风机故障、燃料气高低压报警、火焰监视器无火焰信号、控制阀故障等。
4 结语
该设计方案经东北某石油化工公司应用证明,基于PLC的一氧化碳焚烧炉控制系统能满足的一氧化碳焚烧的技术指标,能在恶劣的现场环境下长时间稳定运行。经环保部门验收,该焚烧炉所排放的尾气完全符合国家的排放标准。控制系统故障率低,性价比高,充分显示了其适应性强,可靠性高的特点,对于中小型的燃烧控制系统应用有一定的推广价值。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:用PLD简化边界扫描测试
下一篇:基于×字形窗口的自适应中值滤波算法
射频和天线工程师培训课程详情>>
