- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
PCB不同可焊表面处理及无铅制程讲解
录入:edatop.com 点击:
一、目前PCB各种常用的可焊表面处理分别为:
保焊剂(OSP) --Organic Solderability Preservatives
喷锡(HASL)--- Hot Air Solder Levelling
浸银(Immersion Silver Ag)
浸锡(Immersion Tin Sn)
化镍浸金(Electroless Nickel Immersion Gold, ENIG)
2004年因喷锡板已突破设备、材料(Sn-Cu-Ni)的瓶颈,并成功量产,故喷锡已成PCB无铅表面处理的首选(目前Sn63/Pb37多层板喷锡市场占有率为90%以上)
二、各种常用可焊表面处理焊接BGA后(约美金100cent铜币大小的BGA图一),经拉力试验所得知强度比较表
| 处理Finish | 拉力Min bs | 拉力 Avg bs | 拉力Max bs | 落差 bs |
|---|---|---|---|---|
| 保焊剂OSP | 384 | 395 | 404 | 20 |
| 喷锡HASL | 376 | 396 | 410 | 34 |
| 浸银Ag | 373 | 389 | 401 | 28 |
| 浸锡Sn | 350 | 382 | 404 | 54 |
| 化镍浸金ENIG | 267 | 375 | 403 | 136 |
上表摘自PC FAB上的资料
< 图一 >
三、各种表面处理的优点及缺点比较
| 表面处理 | 优点 | 缺点 |
|---|---|---|
| 保焊剂O.S.P. | (a)焊锡性特佳是各种表面处理焊锡强度的指标(benchmark); (b)对过期板子可重新Recoating一次; (c)平整度佳,适合SMT装配作业; (d)可作无铅制程。 | (a)打开包装袋后须在24小时内焊接完毕,以免焊锡性不良; (b)在作业时必须戴防静电手套以防止板子被污染; (c)IR Reflow的peak temp为220℃对于无铅锡膏peak temp要达到240℃时第二面作业时之焊锡性能否维持目前被打问号“?”,但喜的是目前耐高温的O.S.P已经出炉, 有待进一步澄清; (d)因OSP有绝缘特性,因此testing pad一定有加印锡膏作业以利测试顺利。在有孔的testing pad更应在钢板stencil用特殊的开法让锡膏过完IR后,只在pad及孔壁边上而不盖孔,以减少测试误判; (e)无法使用ICT测试,因ICT测试会破坏OSP表面保护层而造成焊盘氧化。 |
| 喷锡板HASL | (a)与OSP一样其焊锡性也是特性, 也同样是各种表面处理焊锡强度指标(Benchmark); (b)由于锡铅板测试点与探针接触良好¸测试比较顺利; (c)目前制程与QC手法无须改变; (d)由于喷锡多层板在有铅制程中占90%以上,而且技术较成熟,而无铅喷锡目前与有铅喷锡的差异仅是喷锡设备的改良及材料(63/37改Sn-Cu-Ni)更换,故无铅喷锡仍是无制程的首选。 | (a)平整度差find pitch,SMT装配时容易发生锡量不致性, 容易造成短路或焊锡因锡量不足造成焊接不良情形。 (b)喷锡板在PCB制程时容易造成锡球(Solder Ball)使得S.M.T装配时发生短路现象发生。 |
| 浸银Ag | (a)平整度佳适合S.M.T装配作业; (b)适合无铅制程; (c)未来无铅制程之王座后选板。 | (a)焊锡强度不如OSP或HASL; (b)基本上不得Baking, 如育Baking必须在110℃, 1小时以内完成,以免影响焊锡性; (c)在空气中怕氧化更怕氯化及硫化,因此存放及作业场所绝对不能有酸,氯或硫化物,因此作业时希望能比照O.S.P.在打开包装后24小时焊接完毕(最长也须在3天内完成)以避免因水气问题要Baking时又被上述条件限制而进退两难; (d)包装材料不得含酸及硫化物。 |
| 浸锡 | (a)平整度佳适合SMT装配作业; (b)可作无铅制程。 | (a)焊锡强度比浸银还差; (b)本为无铅制程明天之星, 但因储存时及过完IR Reflow后IMC (Intermetallic compound)容易长厚,而造成焊锡性不良; (c) 基本上不得Baking, 如育Baking 必须在110℃, 1小时以内完成,以免影响焊锡性; (d) 希望能比照O.S.P.在打开包装后24小时焊接完毕(最长也须在3天内完成) 以避免因水气问题要Baking时又被上述条件限制而进退两难。 |
| 化镍浸金 ENIG | (a)平整度佳适合SMT装配作业; (b)由因金导电性特性对于板周围须要良好的接触或对于按键用的产品如手机类仍是最佳的选择; (c)可作无铅制程。 | (a)焊锡强度最差; (b)容易造成BGA处焊接后之裂痕,其原因为先天焊锡强度很差,装配线操作空间小,也可能是PCB板本身上镍容易氧化,操作空间同样很小,因此PCBA及PCB间常为此问题争议不断。 |
| 化镍浸金加保焊剂 ENIG + O.S.P | (a)此为改良型的化镍浸金作法,其目的是保存在要导电接触区或按键区保留化镍浸金。但将要焊接的地方或重要焊接地方如BGA处改为O.S.P.作业。如此一来即可保留化镍浸金的最佳导电又可保持O.S.P.的最佳焊锡强度,目前手机板大部份用此方式作业; (b)平整度佳适合作SMT装配作业; (c) 适合无铅制程。 | (a) 其缺点与保焊剂O.S.P相同; (b) 由于是两种表面处理PCB作业及流程繁多。制程也复杂,成本增加,价钱较贵在所难免。 |
四、一般含铅制程及无铅制程IR Reflow比较图
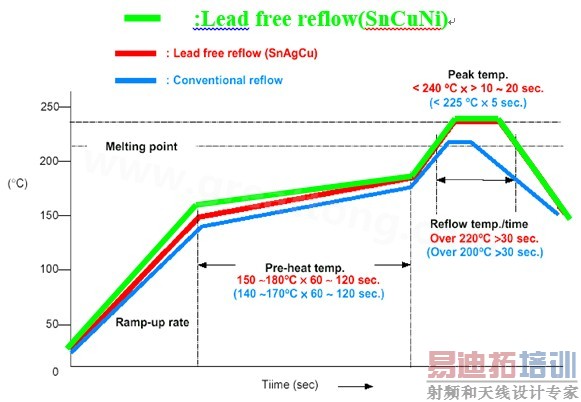
两者比较得知
无铅IR Reflow的 Peak temp比含铅多了约240℃-225℃=15℃
Peak TEMP的时间多了 20-5=5 Sec 多了四倍
Preheat也多了约(150~180℃)-(140~170℃)=10℃
为避免装配时减少IR Reflow对Z axis expansion的冲击, 造成孔壁破拉裂,
建议凡板厚超越70mil(1.8m/m)或12层板以上用无铅制程者一律采用High Tg 170℃)的材料而不是一般FR4 Tg(135℃)的材料。
Z axis expansion Before Tg 5.0*10-5 m/m℃
Z axis expansion After Tg 25.0*10-5 m/m℃
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:PCBA加工用治具简介
下一篇:电路板设计通用工艺设计要求
射频和天线工程师培训课程详情>>
