- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
整理SMT回流焊接缺点、可能原因及其对策
录入:edatop.com 点击:
这是一份在网络上流传关于PCBA组装SMT回流(reflow)时的焊接问题点、可能原因及可能对策之整理表格,深圳宏力捷将其做了一些整理与修改并加入个人的见解,也顺便将之前曾经在本站中发表过的许多相关文章做了超链接,让表格更容易阅读,也可以有更详细的文章可以做进一步的研究与参考。
其实SMT的回流焊接问题,大体围绕在温度均匀、零件焊脚或电路板焊垫的吃锡性与锡膏印刷等三大要素,只要朝这三个方向去分析,SMT大部份的焊接问题都可以找到答案。
如果你发现文章中有什么错误或疑问,欢迎留言检讨~
| 问题与现象 | 可能原因 | 可能对策 |
|---|---|---|
| SMD零件漂移、旋转 | 1.零件两端受热不均。 2.零件一端吃锡不佳。 | 1.1 增加热阻(thermal relief)。 1.2 Reflow采用马鞍型并延长预热(150~170℃)的时间。 2.1 确保零件及PCB焊垫无氧化。 2.2 确认零件的焊锡镀层与锡膏的成份相容。 |
| BGA锡球与锡球间短路 | 1.锡膏量过多 2.锡膏印刷偏移 3.锡膏坍塌 4.刮刀压力过小 5.钢板与电路板间隙太大 6.防焊印刷偏移(针对SMD布线) | 1.减少锡膏印刷量(降低钢板厚度、减小钢板开口 )。 2.1调整钢板对位淮度。 2.2确认电路板拼板精度符合需求。 3.1调整Reflow曲线。3.2确认锡膏品质状况。 4.增加刮刀的压力及速度。 5.1检查钢板的张力符合规定且无变形。5.2检查防焊与丝印层厚度符合规定。 6.确认防焊印刷偏移覆盖不可影响焊垫开口尺寸。 |
BGA锡球空焊或枕头效应(HIP)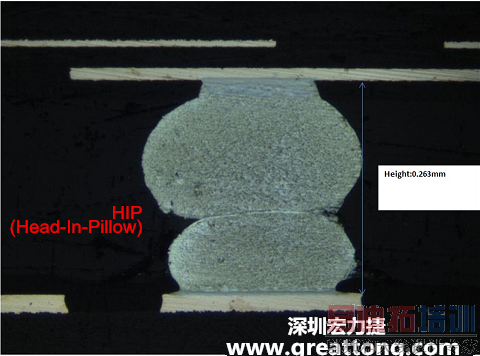 | 1.锡膏量太少 2.锡球不沾锡 3.Vias-in-pad 4.电路板焊垫不吃锡 5.BGA或PCB高温变形 6.锡膏印刷量不一致 7.锡球大小不一致或不平整 | 1.增加钢板厚度或加大开孔。 2.检查锡球是否氧化。 3.变更设计为填孔作业或增加锡量。 4.检查电路板是否焊垫氧化。 5.减缓升温速率、增加锡量、使用过炉载具。 6.检讨钢板的开孔及锡膏印刷参数。 7.确认锡球尺寸是否符合规定。 |
有脚SMD零件空焊 | 1.零件脚不平整 2.锡膏量太少 3.灯蕊效应(注1) 4.零件脚不吃锡 5.Vias-in-pad 6.电路板焊垫不吃锡 | 1.确认零件脚平整度符合规定。 2.增加钢板厚度或加大开孔。 3.调降Reflow升温速率或与供应商检讨零件脚吃锡性。(有一说烘烤锡膏,目的应该是让锡高中的助焊剂挥发以降低锡膏的焊锡性,但深圳宏力捷真的不建议烘烤锡膏,因为无法淮确控制助焊剂的残余量,反而会造成其他零件的空焊问题产生) 4.检查零件脚是否氧化。 5.变更设计为填孔作业或锡膏印刷时避开孔洞。 6.检查电路板焊垫是否氧化。 |
无脚SMD零件空焊 | 1.焊垫设计不当 2.焊垫两端受热不均 3.锡膏量太少 4.零件吃锡不佳 | 1.检查电路板连接大面积铜箔的零件脚是否散热太快致升温速度跟不上其他焊脚,考虑增加热阻(thermal relief) 。如果有相同讯号的焊垫一定要以防焊膜分隔开或设计独立焊垫,尺寸要适切。 2.减缓温度曲线升温速率或同零件的焊垫尺寸需一致。 3.增加锡膏量 4.零件必需符合吃锡之需求 |
立碑/墓碑 | 1.焊垫两端升温速度不一致、焊垫设计不当 2.焊垫两端吃锡性不同 3.焊垫两端受热不均 4.Reflow温度加热过快 | 1.增加热阻(thermal relief)或焊垫设计最佳化。 2.较佳的零件吃锡性。 3.减缓温度曲线升温速率。 4.在回流焊前先预热到170℃。 |
| 冷焊 | 1.回流焊温度太低 2.回流焊时间太短 3.Pin脚吃锡性问题 4.Pad吃锡性问题 | 1.调高回流peak焊温度至245℃~255℃。 2.延长回流焊时间(>220℃以上至少40~60秒)。 3.查验Pin脚吃锡性。 4.查验Pad吃锡性。 |
| 粒焊(未完全熔锡) | 1.回流焊温度过低 2.回流焊时间过短 3.锡膏污染或氧化 | 1.调高回流peak焊温度至245℃~255℃。 2.延长回流焊时间(>220℃以上至少40~60秒)。 3.锡膏必须保持新鲜,开罐后必须在规定时间内用完。 |
焊点龟裂 | 1.热冲击(Thermal Shock)、冷却速度过快 2.PCB板翘产生应力,零件置放产生的应力 3.PCB Lay-out设计不当 4.锡膏量 | 1.降低冷却速度。 2.避免PCB弯折,敏感零件的方向性,降低置放压力。 3.个别的焊垫,零件长轴与折板方向平行。 4.增加锡膏量,适当的锡垫。 |
注1、灯蕊效应(Wick effect):灯蕊是指蜡烛或油灯等的蕊心,将细丝状的纤维捻成线,由于纤维与纤维间会有极小的空隙,蕊线一端放至于液体内,这时液体会由于毛细管现象而沿着纤维间的缝隙移动。电路基板上的「灯蕊效应」一般指基板在机械钻孔时容易因为振动而造成玻璃纤维与纤维绽开,当电镀铜作业的时候,液态铜会沿着基板纤维间的缝隙而有浸透的问题,其现象如同灯蕊的原理,故以此称之。

当电路板需要修补时,会以人工作业进行除锡的动作,一般会使用铜等细线捻成的宽扁带状绳(吸锡带,Solder Wick)靠近銲锡的位置用烙铁加热,来将多余的焊锡除去,也是利用此这种「灯蕊效应」或「毛细现象」原理的做法。

本文所称的「灯芯效应」则指锡膏沿着零件焊脚之表面爬锡的意思,其实深圳宏力捷个人不怎么同意用「灯芯效应」来形容这个现象,因为其原因大多是零件焊脚的焊锡性(表面能)比电路板焊垫来得好很多(小),以致于reflow高温时零件的焊脚把大部分锡膏都吸走了,所以应该也算是「空焊」的一种现象。
延伸阅读:
何谓SMT「红胶」制程?什么时候该用红胶呢?有何限制呢?
电路板零件掉落,该如何着手分析、判断并理清问题点
PCB焊接强度与IMC观念
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
射频和天线工程师培训课程详情>>
