- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
无铅转移与过渡技术
录入:edatop.com 点击:
1 引言
近几十年来,电子电气工业在给人类带来方便和益处的同时也给社会带来堆积如山的电子垃圾,电子电气垃圾给全球生态环境造成的消极影响正越发严峻。为了控制电子垃圾对生态环境的污染,欧盟委员会于2003年颁布了《关于在电子电器设备中限制使用某些有害物质指令》(简称ROHS指令)[1],并于2006年7月1日开始实施。无铅焊料相对更高的熔点、较低的润湿能力与较高的弹性模量等工艺、物理、力学特征使得无铅的可制造性与可靠性问题更加突出,尤其在目前的过渡阶段,有铅与无铅的混合组装引起的兼容问题尤为突出。
2 无铅对元器件的要求与影响
无铅焊接,对元器件提出了更高的要求,最根本的原因在于焊接温度的提高。传统锡铅共晶焊料的熔点为183℃,而目前得到普遍认可与广泛采用的锡银铜(SAC)无铅焊料的熔点大约为217℃,使得热致失效(特别是热敏感与潮湿敏感器件)大大加剧。
热敏感器件包括光学组件、电解电容、连接器等,焊接温度的提升虽不是很高,但可能是致命的。如某一常规电容在焊接温度为225℃时完好无缺,但当焊接温度升高到250℃时便出现了严重的翘曲问题。针对无铅条件下元器件的耐高温问题,IPC在最新的标准J-STD-020中[2],依据封装体的厚度、体积制订了相应的回流焊接峰值温度要求,如表1所示。值得注意的是在无铅条件下,IPC标准与日本标准基本一致。
近几十年来,电子电气工业在给人类带来方便和益处的同时也给社会带来堆积如山的电子垃圾,电子电气垃圾给全球生态环境造成的消极影响正越发严峻。为了控制电子垃圾对生态环境的污染,欧盟委员会于2003年颁布了《关于在电子电器设备中限制使用某些有害物质指令》(简称ROHS指令)[1],并于2006年7月1日开始实施。无铅焊料相对更高的熔点、较低的润湿能力与较高的弹性模量等工艺、物理、力学特征使得无铅的可制造性与可靠性问题更加突出,尤其在目前的过渡阶段,有铅与无铅的混合组装引起的兼容问题尤为突出。
2 无铅对元器件的要求与影响
无铅焊接,对元器件提出了更高的要求,最根本的原因在于焊接温度的提高。传统锡铅共晶焊料的熔点为183℃,而目前得到普遍认可与广泛采用的锡银铜(SAC)无铅焊料的熔点大约为217℃,使得热致失效(特别是热敏感与潮湿敏感器件)大大加剧。
热敏感器件包括光学组件、电解电容、连接器等,焊接温度的提升虽不是很高,但可能是致命的。如某一常规电容在焊接温度为225℃时完好无缺,但当焊接温度升高到250℃时便出现了严重的翘曲问题。针对无铅条件下元器件的耐高温问题,IPC在最新的标准J-STD-020中[2],依据封装体的厚度、体积制订了相应的回流焊接峰值温度要求,如表1所示。值得注意的是在无铅条件下,IPC标准与日本标准基本一致。
 |
对于诸如PBGA等潮湿敏感器件(MSD),随着工艺温度的提升,元器件吸入的潮气在高温作用下气化并急剧膨胀,形成很大的压力,可能引起“爆米花”、分层、裂纹等问题。因为压力与温度的增加是指数关系,所以对于MSD的处理需要特别注意。IPC在标准J-STD-020与J-STD-033中[3]分别对MSD的分级及其处理作了规范,可以作为应用参考。此外,在使用时还应当注意以下两点:(1)峰值温度每提高5~10℃,潮湿敏感等级(MSL)就下调1~2级;(2)对于开封后没有使用完的MSD,放回干燥箱的时间保证为暴露在空气中时间的5倍以上才可继续使用,因为吸气容易排气难。
此外,温度梯度对元器件的可靠性影响同样值得关注。较高的温度梯度将降低元器件内部的互连可靠性,主要是由于热不匹配造成的封装体与硅芯片之间的分层、裂纹等问题。在无铅条件下,大的温度梯度既可能出现在升温阶段,也可能出现在焊后冷却阶段。为了保障无铅焊点的可靠性,对冷却速率有一定的要求,冷却速率太慢,一方面使得金属间化合物(IMC)增长太厚;另一方面,结晶组织粗化,以及可能出现板块状的Ag3Sn,这些都将大大降低焊点的可靠性。因此,无铅焊接设备都设立了强制冷却区,一般情况下,冷却速率最小要高于1.2℃/s,但不要高于2保怠3℃/s。
另外,影响可靠性的主要因素是元器件的可焊性涂层,主要是指引脚涂层无铅化所引起的锡须问题。为了保障可靠性,可以将EMS论坛无铅PCB组装关于ROHS符合性元器件供应商转移的指南,与iNEMI的高可靠性无铅组装的元器件要求作为参考。
3 无铅对PCB的影响与要求
无铅焊接相对高的温度给PCB带来一系列问题。具体而言,体现在以下几个参数。
3.1 玻璃转化温度Tg
在传统锡铅工艺条件下,玻璃转化温度Tg被认为是最重要的参数。因为,在Tg以上,PCB物理特性发生很大变化,特别是热膨胀系数(CTE)。图1所示为常规PCB基材FR-4、铜(Cu)以及镀通孔随温度上升的热膨胀特性图,从图中可以看出,在超过Tg以后, Z轴的CTE急剧上升,与Cu的热不匹配问题大大加剧,因而期望更高的玻璃转化温度。
 |
3.2 分解温度Td
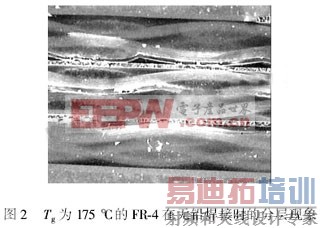
在无铅转移研发初期,认为更高的Tg能够解决无铅的高温问题。相关研究进一步表明:Tg依然是非常重要的参数,但单纯高的Tg不能完全解决问题,如图2所示为Tg高达175℃的增强型FR-4在无铅工艺条件下的分层问题。这一事实表明,还有其他同等重要的工艺参数。分解温度(Td)被认为就是其中之一。当温度高于Td,树脂材料化学键断裂引起不可逆的物理与化学性能的严重损伤,一般定义为PCB基材重量减少5%的温度,也有其他如重量减少2%的温度定义为Td。Chrys Shea等人[4]研究表明,2%的定义与无铅情况更接近,如前述的FR-4材料按照5%的定义Td高达320℃,而实际无铅焊接温度为250℃就发生严重问题,相差较远;如果采用2%的定义,大致在250~260℃,比较吻合。
 |
其他重要的参数包括分层温度、吸水率、持续高温能力即在某一高温下分层时间如250℃/50s以及Z轴CTE,尤其是Tg以后的CTE。此外,从理论上讲,由于无铅焊料相对较差的润湿能力,必然要求活性相对较高的焊剂和相对较高的焊接温度。这使得焊后PCB的残留物及其腐蚀特性加剧,影响表面绝缘电阻(SIR),从而PCB的电化学腐蚀(如CAF)可能会更加突出,在恶劣环境下使用的电子产品(如汽车电子)等应当加以严格控制。
4 无铅实施的兼容性
无铅化是一项系统工程,在转移过程中会涉及到大量的兼容性问题,可以概括为材料兼容、元器件兼容、工艺兼容、设备兼容、设计兼容、质量与可靠性兼容、操作兼容与环境兼容等八大类。在过渡阶段,最普遍的兼容问题是所谓的前向与后向兼容问题,即混合组装问题。将有铅元器件与PCB采用无铅焊料进行焊接称为前向兼容,反之,无铅元器件与PCB采用锡铅焊料焊接称为后向兼容。
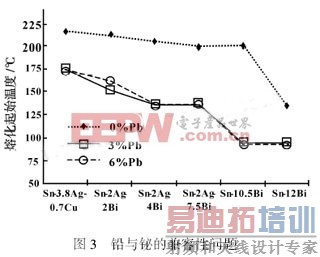
在前向兼容问题中,对于诸如QFP等引脚类元器件,在焊接时将有少量的铅引入到焊点中,即所谓的“铅污染”问题。少量的铅对焊点的影响与焊料合金及其含量有关,如果铅与焊料合金没有形成新的合金相,当铅在一定范围内时是可以接受的。但对于高可靠性产品,应当谨慎处理。如有关研究表明:在SnAgCuIn波峰焊料中引入0.5%的Pb,物理特性、熔点温度、机械强度、适应性方面无明显变化,但疲劳寿命下降明显。关于铅引入形成第三相合金问题,最典型的是含铋(Bi)合金,铅与Bi形成低熔点合金如图3所示,因此是不兼容的。此外,在波峰焊中,铅污染可能引起焊点剥离。
 |
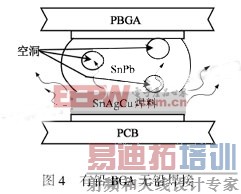
锡铅BGA器件进行无铅焊接如图4所示,将产生大量的空洞,因为锡铅焊球在183℃率先熔融,而SAC焊膏在217℃才熔融,焊膏中大量的焊剂挥发物进入焊球进而形成大量的空洞。如果工艺设置合理,空洞情况可以控制在IPC-7095限制的可接受范围内。反之,对于无铅BGA器件进行有铅焊接的情况,如果采用有铅焊料的温度曲线,有铅焊料先熔融,而无铅焊端(球)不能完全熔化,使元件一侧的界面不能生成金属间化合物,未能形成焊接,不能接受;在形成连接的情况下,自对中效应很小,共面度问题突出,细间距应用受限,一般不能接受。国际上对此做过大量的研究,如iNEMI将SAC与SnAg焊球的BGA与锡铅共晶焊料获得相同的效果;JEITA使用SAC305、SAC105焊球的BGA器件,采用234℃的峰值焊接温度,183℃以上时间加长,获得正常结果;Texas仪器公司采用峰值温度235℃获得与JEITA基本相同的结论,但Sn2.5Ag1.0Bi0.5Cu焊球的BGA效果很差;Intel公司采用222℃的峰值温度同样获得可以接受的结果,并总结获得成功的条件是焊球完全熔融并与共晶焊料混合。
 |
5 无铅组装缺陷与可靠性
在无铅转移时,无铅材料的内在特性自然会引起相应的无铅组装缺陷以及长期可靠性问题[5]。下面重点论述锡裂、空洞与微空洞、可焊性涂层对可靠性的影响以及备受关注的锡须问题。
5.1 锡裂
焊点在外力或工艺应力等作用下,在焊锡与焊盘或焊锡中间或焊锡与元件引脚、基体之间出现裂纹甚至断裂的现象,称之为锡裂,如图5所示。锡裂产生的主要机理是应力。如果焊点发生断裂,将直接影响其电气性能。如果出现裂纹而未形成断裂或开路,虽然在检测时电气性能可能未受影响,但裂纹的存在必将对产品的可靠性产生重大影响。
 |
锡裂可以通过金相切片或染色检测(针对BGA)来判断。染色检测的目的是在X射线看不到的情况下观测BGA焊点是否有裂缝、空焊。如果是锡裂的焊点,拔开后断面是凹凸不平的,并且被染色;而拔断的是正常焊点,则其断裂面是平滑光亮的,没有被红胶染成红色。根据这个特征,很容易就可以区分出拔断的是正常焊点或者是发生锡裂的焊点。
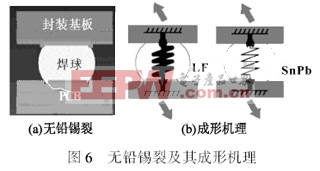
在无铅条件下,锡裂问题更加严重,一方面是焊接温度的提升,造成的工艺应力加大;另一方面是无铅焊点的刚度比传统锡铅焊点的刚度高,而延展率低。因此,一旦承受外力(如在线测试、功能测试、插装、系统装配等)或工艺应力(热变形等)时,无铅焊点由于高刚度与低延展率将应力直接转移到最薄弱或应力集中的环节,造成裂纹。图6是无铅锡裂及其成形机理。
 |
5.2 空洞与微空洞
在SMT焊点中,存在各种形式的空洞,这里重点介绍包括在焊点中的空洞、微空洞以及柯肯达尔(kirkendall)空洞。无铅焊接焊点中更多的空洞已经成为业界的共识,但只要优化工艺参数与工艺设计,空洞的大小可以控制在接受标准范围内。空洞的形成原因很复杂,包括材料、设计与工艺,其
中最关键的是助焊剂。助焊剂排气以及助焊剂的挥发性反应产物是形成空洞的直接原因。空洞对可靠性的影响比较复杂,目前尚无一致性的研究结论,iNEMI正在深入研究之中。
在IMC界面上出现的比较小的空洞,常见于浸银(ImAg)的PCB,这就是微空洞,如图7所示[6]。它与柯肯达尔空洞的区别在于微空洞存在于IMC的上方,而柯肯达尔空洞在IMC的下方。从成形机理来看,微空洞是在焊接过程中形成的,与浸银镀层的质量紧密相关,而柯肯达尔空洞是在焊后过程中逐步形成并慢慢扩大的,形成机理在于Cu与Sn相互扩散的速率不一致。
 |
5.3 可焊性涂层对可靠性的影响
可焊性涂层包括元器件引脚与PCB焊盘的可焊性涂层。对于元器件的可焊性涂层,转换到无铅之后,传统的占主导地位的SnPb涂层不能应用。从目前实际应用情况来看,主要包括纯Sn,SnBi,NiPdAu,NiAu等几种。对于无源器件而言,以纯Sn为主;对于引线框架类封装,NiPdAu具有较强的优势;对于BGA焊球,SnAgCu占主导地位;对于倒装芯片,SnAg与SnCu最受欢迎。在可靠性影响方面,主要是纯Sn的锡须问题,这在细间距应用方面比较突出。
在PCB可焊性涂层方面,替代传统的热风整平(HASL)SnPb包括浸银(ImAg)、浸锡(ImSn)、ENIG(Ni/Au)、OSP等。在可靠性影响方面,对于浸锡(ImSn)涂层,重点考虑锡须问题;对于浸银(ImAg)涂层,考虑微空洞对可靠性的影响,一般超过4~5个50μm左右大小的微空洞就不可接受,关键是控制浸银工艺;对于ENIG涂层,重点考虑“黑盘”问题,关键是控制淀积Au与Ni的速率、厚度、均匀性、pH值控制以及磷的含量,有关技术要求可参考IPC-4552(印制电路板化学镀镍/浸金涂层的技术条件)[7]。
5.4 锡须(tinwhisker)
如前所述,无铅转移后,纯Sn作为元器件引脚与PCB可焊性涂层得到更广泛的应用,但在其表面可能生长锡须,这是一严重的可靠性问题,是无铅可靠性应用面临的严峻挑战之一。相应地,锡须成为无铅可靠性研究的热点。锡须是在纯锡表面生长出来的单晶组织,与枝晶有着本质的区别。影响锡须生成与生长的可能因素包括:晶粒尺寸、晶粒大小、晶粒方向、工艺应力、外部应力、温度、湿度、氢含量、有机绝缘物等。遗憾的是,但目前为止,尚未得到理想的研究结论,相当多的理论分析结果与试验结果相矛盾。
目前,经研究基本验证并得到认同的是:应力是产生锡须的关键因素,特别是压应力。应力的来源包括镀锡过程中的工艺应力、IMC成形、外部施加的应力、CTE不匹配等。减少锡须生成的有以下可能方法:
(1)不要使用亮锡(亮锡电镀后的残余压应力大);
(2)用晶粒尺寸较大的灰锡可减缓whisker生长速度;
(3)用较厚的灰锡镀层(8~10μm,外表面无应力);
(4)电镀后24h内退火(150℃ 2h或170℃1h),以减少Sn层内应力;
(5)电镀后24h内回流焊接,作用与退火相同;
(6)用Ni或Ag阻挡层(0.1~2μm)防止Cu扩散形成Cu6Sn5的IMC;此外Ni层在Sn膜下产生张应力可降低锡须生成;
(7)采用如NiPdAu等涂层替代纯锡涂层。
在标准化方面,JEDEC制订了测试锡须生长的规范JESD22A121[8],规范了锡须加速测试条件、锡须尺度测量方法、各级别电子产品可以接受的锡须长度等。
6 小结
本文阐述了在无铅转移过程中涉及的可制造性与可靠性问题,包括无铅转移对元器件、印制电路板与焊点的影响以及它们相互之间的兼容问题。重点论述了前向兼容与后向兼容、锡须、空洞与微空洞、可焊性涂层以及如何避免无铅转移中出现的问题。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:简化的同步整流
下一篇:半导体封装的连续性测试
射频和天线工程师培训课程详情>>
