- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
PCB钎焊的技术要领
录入:edatop.com 点击:
将覆铜板加工制作出有印制电路图形、各导通孔、装配孔后,进行各种元器件装配。经装配后,为使元器件达到与PCB各线路的连结,要进行轩焊加工。钎焊加工分为三种方式:波峰焊接、再流焊接及手工焊接。插孔安装的元器件的轩焊连接一般采用波峰焊接;表面安装元器件的钎焊连接一般采用再流焊接;个别器件、部件由于安装工艺需要以及个别修补焊接,都采用单独的手工(电铬铁)焊接。
一、覆铜板的耐焊性
覆铜板作为PCB的基板材料,在钎焊时,瞬间遇到高温物质的接触,因而轩焊加工是对覆铜板"热冲击"的重要形式,是对覆铜板的耐热性的一个考验。覆铜板在热冲击中保证其产品质量,是考核覆铜板的耐热性能的重要方面。同时,覆铜板在轩焊时可靠性,还与它本身的拉脱强度、高温态下剥离强度、耐湿热性等性能指标有关。对覆铜板钎焊加工要求,除有常规的耐浸焊性项目外,近年来,为了提高覆铜板在轩焊方面的可靠性,还增添一些应用性能方面测定、考核项目。如吸湿耐热性试验(处理3 h ,再作260℃的浸焊试验)、吸湿再流焊试验(在30℃,相对湿度70%下放置规定时间,作再流焊试验)等。覆铜板生产厂在覆铜板产品出厂前,应按标准作严格的耐浸焊性(又称热冲击起泡)试验。印制电路板厂家在覆铜板进厂后,也应及时地检测此项目。同时在一种PCB 样品制出后,应小批量地模拟波峰焊条件进行检测该性能。在确定该种基板在耐浸焊性方面达到用户要求之后,才能大批量生产该品种的PCB,送交整机厂。
覆铜板的耐浸焊性测定方法,我国国际(GBIT 4722-92) 、美国IPC 标准( IPC-410 1)、日本JIS 标准(JIS- C- 6481-1996) ,是基本相同的。主要要求是:
①仲裁测定的方法是"浮焊法" (样品飘浮在锡焊表面);
②试样尺寸为25 mm X 25 mm;
③测温点若用水银温度计,是指水银头尾部平行位置在焊锡中的位置为(25 ± 1) mm;IPC 标准为25.4 mm;
④焊锡浴深度不小于40 mm。
应该注意的是:测温位置对正确、真实地反映一种板的耐浸焊性水平,有着十分重要的影响。一般焊锡加热热源在锡浴槽的底部。在测温点离焊锡液面距离越大(越深)焊锡液的温度与所测定的温度偏差就越大。这时,液面温度就比所测定温度越低,采用试样浮焊法测定的耐浸焊性的板起泡的时间就会越长。
二、波峰焊加工
波峰焊加工中,焊接的温度实际上是焊锡的温度,此温度与锡焊的种类有关。焊接温度一般应控制在250 'c以下。焊接温度过低影响焊接的质量。焊接温度增高,浸焊的时间相对显著的缩短。焊接温度过高,会造成线路(铜筒)或基板起泡、分层、板的翘曲严重。因此,对焊接温度要严格控制。
三、再流焊加工
一般再流焊的温度略低于波峰焊接温度。再流焊温度的设定,与以下几方面有关:
①再流焊的设备种类;
②线速度等的设定条件;
③基板材料的种类、板厚;
④ PCB的尺寸等。
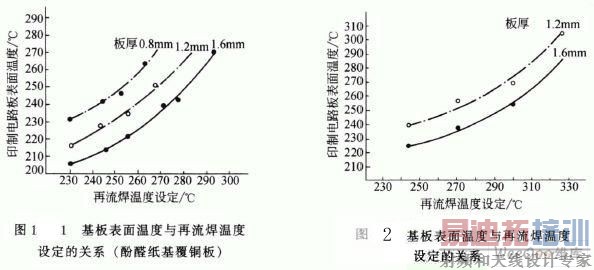
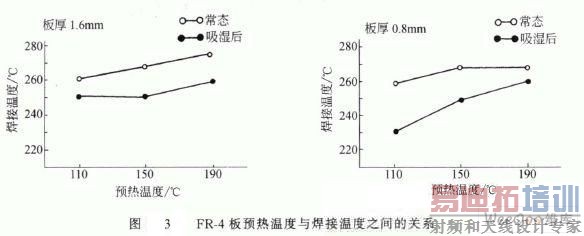
再流焊设定温度与PCB表面温度是有所差别。而在相同的再流焊设定温度下,由于基板材料类型和厚度的不同,其PCB表面温度也有所不同(见图1和图2)。
再流焊过程中,发生铜箔鼓胀(起泡)的基板表面温度的耐热界限,会随着PCB的预热温度以及有无吸湿而改变。从图3可以看出,当对PCB 的预热温度(基板的表面温度)越低,发生鼓胀问题的基板表面温度耐热界限也越低。在再流焊设定的温度、再流焊预热的温度恒定条件下,由于基板吸湿,表面温度下降。
四、手工焊加工
在修补焊接或对特殊元器件进行单独的手工焊接时,对电铬铁的表面温度,纸基覆铜板要求在260℃以下,玻纤布基覆铜板要求在300℃以下。而且尽量缩短焊接时间,一般要求;纸基板3s以下,玻纤布基板为5s以下。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
射频和天线工程师培训课程详情>>
