- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
手机PCB设计布局基本原则
录入:edatop.com 点击:
1. 布局中应参考原理框图,根据单板的主信号流向规律安排主要元器件.
2. 遵照“先大后小,先难后易”的布置原则,即重要的单元电路、核心元器件应当优先布局.
3. 布局应尽量满足以下要求:总的连线尽可能短,关键信号线最短;高电压、大电流信号与小电流,低电压的弱信号完全分开;模拟信号与数字信号分开;高频信号与低频信号分开;高频元器件的间隔要充分.
4. 相同结构电路部分,尽可能采用“对称式”标准布局;
5. 按照均匀分布、重心平衡、版面美观的标准优化布局;
6. 发热元件要一般应均匀分布,以利于单板和整机的散热,除温度检测元件以外的温度敏感器件应远离发热量大的元器件。
7. 同类型插装元器件在X或Y方向上应朝一个方向放置。同一种类型的有极性分立元件也要力争在X或Y方向上保持一致,便于生产和检验。
8. 器件布局栅格的设置,一般IC器件布局时,栅格应为50--100 mil,小型表面安装器件,如表面贴装元件布局时,栅格设置应不少于25mil。
9. 元器件的排列要便于调试和维修,亦即小元件周围不能放置大元件、需调试的元、器件周围要有足够的空间。
10. 如有特殊布局要求,应双方沟通后确定。
11. IC去偶电容的布局要尽量靠近IC的电源管脚,并使之与电源和地之间形成的回路最短。
12. 元件布局时,应适当考虑使用同一种电源的器件尽量放在一起, 以便于将来的电源分隔。
13. 用于阻抗匹配目的阻容器件的布局,要根据其属性合理布置。
14. 串联匹配电阻的布局要靠近该信号的驱动端,距离一般不超过500mil。
15. 匹配电阻、电容的布局一定要分清信号的源端与终端,对于多负载的终端匹配一定要在信号的最远端匹配。
16. 布局完成后打印出装配图供原理图设计者检查器件封装的正确性,并且确认单板、主板和接插件的信号对应关系,经确认无误后方可开始布线。
17. 需用波峰焊工艺生产的单板,其紧固件安装孔和定位孔都应为非金属化孔。当安装孔需要接地时, 应采用分布接地小孔的方式与地平面连接。
焊接面的贴装元件采用波峰焊接生产工艺时,阻、容件轴向要与波峰焊传送方向垂直, 阻排及SOP(PIN间距大于等于1.27mm)元器件轴向与传送方向平行;PIN间距小于1.27mm(50mil)的IC、SOJ、PLCC、QFP等有源元件避免用波峰焊焊接。对于手机板元器件的间距建议按照以下原则设计(其中间隙指不同元器件最小间隙含焊盘间的间隙或元件体间隙)。
a) PLCC、QFP、SOP各自之间和相互之间间隙≥0.5mm(20 mil)。
b) PLCC、QFP、SOP与Chip 、SOT之间间隙≥0.3mm(12 mil)。
c) Chip、SOT各自之间和相互之间的间隙≥0.3mm(12 mil)。
d) BGA外形与其他元器件的间隙≥0.45mm(17.7 mil)。如果考虑要Underfill,BGA外形(至少是一边)与其他元器件的间隙≥0.7mm(28 mil)。0.7mm的间隙作为点胶边. 如果有位置相邻的多个BGA元件, 则点胶边的位置应一致。
e) PLCC表面贴转接插座与其他元器件的间隙≥0.5mm(20 mil)。
f) 表面贴片连接器与连接器之间的间隙≥0.5mm(20 mil)。
g) 元件到金边距离应该在0. 5mm(20mil)以上。
h) 元件到拼板分离边需大于1mm(40mil)以上。(特殊元件除外,如耳机,底部连接器等)
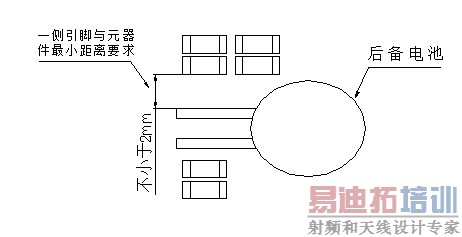
i) 后备电池如需手工焊接,其引脚周围应留出可以用电烙铁手工焊接的空间,一般
引脚一侧应至少留出2mm的空白区域,同时旁边不能有较高的元器件,见图。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:PCB设计敷铜的利与弊
下一篇:平板电脑天线设计要点
射频和天线工程师培训课程详情>>
