- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
激光加工高密度柔性线路板技术
录入:edatop.com 点击:
激光加工根据它的激光束与材料相互作用的机理的不同,可以分为激光热加工和光化学反应加工两类。激光热加工是指利用激光束投射到材料表面产生的热效应来完成加工过程,包括激光焊接、激光切割、表面改性、激光打标、激光钻孔和微加工等;光化学反应加工是指激光束照射到物体,借助高密度高能光子引发或控制光化学反应的加工过程。包括光化学沉积、立体光刻、激光刻蚀等。随着激光技术的发展和应用范围的扩大,它在PCB生产、加工工艺上也得到了广泛的应用。本文中我们向大家介绍利用激光加工高密度柔性线路板和进行微过孔钻孔时遇到的问题和解决方法。
一、 柔性线路板概述
柔性线路板具有节省空间、减轻重量及灵活性高等诸多优点,全球对柔性线路板的需求正逐年增加。本文针对柔性线路板材料的特殊性质,介绍利用激光加工高密度柔性线路板以及进行微过孔钻孔时需要重点考虑的一些问题。
高密度柔性线路板是整个柔性线路板的一个部份,一般定义为线间距小于200μm或微过孔小于250μm的柔性线路板。高密度柔性线路板的应用领域很广,如电讯、计算机、集成电路以及医疗设备等。
柔性线路板成长速度位居第二的领域是新型集成电路封装。芯片级封装(CSP)、多芯片模块(MCM)以及柔性线路板上芯片封装(COF)等都要用到柔性线路,其中CSP内连式线路的市场尤其巨大,因为它可用在半导体器件和闪速内存上而广泛用于PCMCIA卡、磁盘驱动器、个人数字助理(PDA)、移动电话、传呼机、数字摄像机及数字照相机中。此外,液晶显示器(LCD)、聚脂薄膜开关和喷墨打印机墨盒是高密度柔性线路板的另外三个高成长应用领域。
二、 激光加工应用
激光在柔性线路板制造过程中有三个主要功能:加工成型(切割与切除)、切片和钻孔。激光作为一种非接触式加工工具,能在一个很小的焦点(100~500μm)上施加高强度光能(650mW/mm2),如此高的能量可以用来对材料进行切割、钻孔、作标记、焊接、划线及其他各种加工,加工速度和质量与被加工材料性质和所用的激光特性如波长、能量密度、峰值功率、脉冲宽度及频率等有关。柔性线路板加工使用紫外(UV)和远红外(FIR)激光,前者通常采用准分子或UV二极管泵浦固态(UV-DPSS)激光器,而后者一般用密封式CO2激光器。
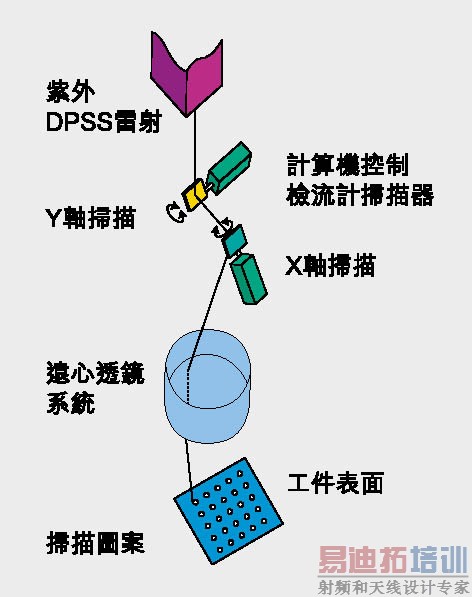
◆加工成型 激光加工精密度高用途广,是进行柔性线路板成型处理的理想工具。不论是CO2激光还是DPSS激光,聚焦后都可以将材料加工成任意形状。它藉由在检流计上黏着反射镜将聚焦后的激光束射到工件表面任何地方(图1),再利用矢量扫描技术对检流表进行计算机数控(CNC),并借助CAD/CAM软件作出切割图形。这种“软工具”在设计更改时可方便地对激光作实时控制。利用对光缩放量和各种不同的切割工具进行调节,激光加工能够精确地再现出设计图形,这是它的另一个显着优点。
矢量扫描可切割聚 亚胺膜之类的基材,切出整个电路或者去除线路板上的某个区域如一个槽或一个方块。在加工成型过程中,反射镜扫描整个加工表面时激光束是一直打开的,这和钻孔制程相反,钻孔时只有当反射镜固定在每个钻孔位置后激光才打开。
◆切片 “切片”用行话来说就是用激光从一层材料上除掉另一层材料的加工过程。这种制程对激光再适合不过,可用与前面相同的矢量扫描技术去除电介质,露出下面的导电焊盘,此时激光加工的高精密度再一次体现出极大的好处。由于FIR激光射线会被铜箔反射,所以这里通常使用CO2激光。
◆钻孔 虽然现在有的地方还在用机械钻孔、冲压或等离子蚀刻等方法形成微通孔,但激光钻孔还是使用得最广泛的一种柔性线路板微过孔成形方法,主要原因是因为其生产率高、灵活性强及正常运行时间长。
三、 激光选择
虽然加工柔性线路板的激光类型和加工刚性PCB的一样,但材质和厚度上的差异会极大影响加工参数和速度。有的时候可使用准分子激光和横向激励气体(TEA)CO2激光,但是这两种方法速度慢、维护费用高,限制了生产率的提高。比较起来,由于CO2和UV-DPSS激光用途广、速度快而且成本底,因此柔性线路板微过孔制作和加工成型主要还是使用这两种激光。
1、 CO2激光
密封CO2激光可以发射波长为10.6μm或9.4μm的FIR激光,尽管两个波长都易于被电介质如聚 亚胺膜基材吸收,但研究表明用9.4μm波长加工这类材料效果要好得多。电介质9.4μm波长的吸收系数较高,用这一波长来钻孔或切割材料比用10.6μm波长快。9.4μm激光不仅在钻孔及切割时优势明显,切片效果也非常突出,因而使用较短波长的激光可以提高生产率和质量。
一般来说,FIR波长容易被电介质吸收,但是会被铜反射回来,所以绝大多数CO2激光用于电介质的加工成型、切片以及电介质基材和层压板分层。由于CO2激光的输出功率比DPSS激光高,多数情况下使用CO2激光来加工电介质。CO2激光和UV-DPSS激光经常结合起来使用,例如在钻微过孔时,首先用DPSS激光去掉铜层,然后再用CO2激光快速在电介质层中钻孔,直至下一个覆铜层出现再重复该过程。
由于UV激光本身波长很短,所以它射出的光点比CO2激光的精细,但某些应用中CO2激光产生的大直径光点比UV-DPSS激光更有用。例如切除槽、方块等大面积材料或钻大孔(直径大于50μm)时,用CO2激光加工所需时间更短。一般来说,孔径比50μm大时用CO2激光加工比较合适,孔径小于50μm时则用UV-DPSS激光效果更好。
2、 UV-DPSS激光
电介质和铜都能很容易地吸收输出波长为355nm的UV-DPSS激光。UV-DPSS激光比CO2激光的光点小而且输出功率低,在电介质加工过程中UV-DPSS激光通常用于小尺寸(小于50μm)制程,因此要在高密度柔性线路板基材上加工直径小于50μm的微过孔,用UV激光是非常理想的。现在已有了大功率UV-DPSS激光,可以增加UV-DPSS激光的加工和钻孔速度。
UV-DPSS激光的优点是其高能量UV光子照在多数非金属表面层上时,能直接打断分子的链接,用“冷”光刻制程使切割边缘平滑,同时热损坏和烧焦程度最小,所以UV微切割加工适用于无法或无需进行后处理的高要求场合。
四、 结束语
机械钻孔和冲压采用高精密度钻头和模具,能在柔性线路板上作出直径接近250μm的孔,但这些高精密度设备非常昂贵,而且相对来说寿命较短。光制作微过孔是一种简单的低成本制程。激光设备投资非常低,而且激光是一种非接触式工具,不像机械钻孔那样会有一笔昂贵的工具更换费用。此外,现代密封式CO2和UV-DPSS激光器都是免维护的,可将停机时间减到最小,极大地提高了生产率。相比较而言激光加工工艺比较被看好,在未来有着独占市场的广阔应用前景。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:FPC胀缩的重要控制措施
下一篇:阻抗匹配知识概述
射频和天线工程师培训课程详情>>
