- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
手机金属机身秘密解析—手机金属后壳如何炼成,对天线又有何影响?
录入:edatop.com 点击:
在智能手机领域,手机外壳材质早已从工程塑料转向金属材质,甚至已经成为百元机机身标配。在演变过程中机身材质不断变革,经历过全塑料、塑料和金属、玻璃和金属等组合方式,但最终没能阻挡全金属机身成为主流。虽然现在不乏出现金属中框+玻璃/陶瓷后盖的组合,但是全金属机身仍是行业绝大多数手机厂商的选择,并且在未来的几年会持续下去,因为不管是从实际体验还是观感方面,金属机身都要得天独道的优势。
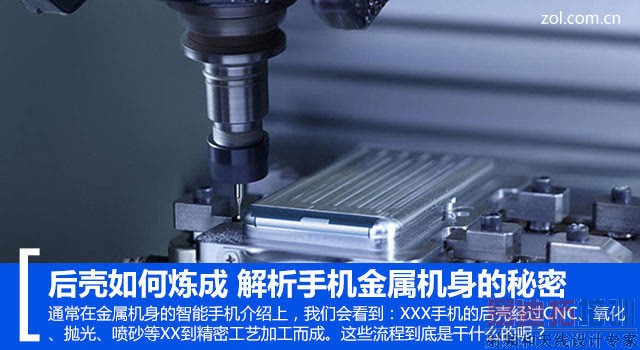
通常在采用金属机身的智能手机介绍上,我们会看到:XXX手机的后壳经过CNC、氧化、抛光、喷砂等XX到精密工艺加工而成。笔者认为有很多小伙伴对此并不了解。每次看到这些词汇都会问:这些流程到底是干什么的呢?全金属机身是怎么“炼”成的?今天,笔者就和大家聊聊关于手机金属机身加工的那些秘密。
在了解手机机身机身的加工工艺之前,我们先来了解一下金属机身的优缺点:
优点:金属光泽、手感出色、抗压抗弯、抗刮抗划
采用金属机身的智能智能手机具有金属独有的光泽和良好的握持感,而金属独有的冰凉特性能够为机身提供更好的散热性能,而采用镁铝合金材质的手机还会更轻,甚至重量比塑料机身还要轻一些,但是却能保证机身的硬度,其抗拉、抗压及抗弯能力都是远远高出塑料材质的机身。

iPhone 6和iPhone 5s金属后壳
目前,手机厂商希望把手机做到更薄、边框更窄,这样的设计势必会对金属机身的要求更高,所以金属机身也成为了窄边框/超薄手机的首选。另外,相比于塑料,金属的强度高,其在抗刮抗划方面就要远远强于塑料或其他材质的机身(如陶瓷材质)。

塑料机身使用的聚碳酸酯原料
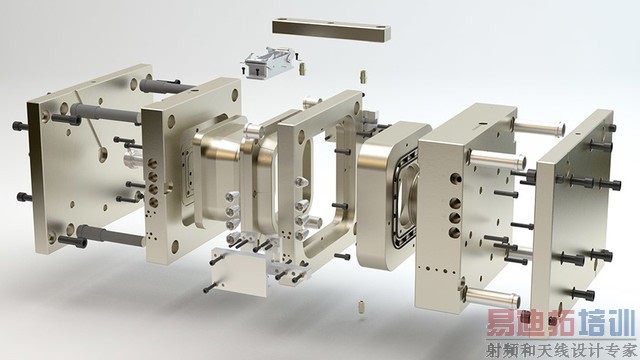
塑料机身采用的注塑模具3D示意图
缺点:加工难度大、着色难、信号问题
塑料机身在加工方面很简单,只需要一个成型的模具就可完成加工,而金属机身的加工和着色则通过CNC、氧化、抛光、喷砂等多道精密工艺加工而成,不管是在加工时间上,还是工艺难度方面,金属机身的加工都要更为复杂。
需要注意的是,金属机身最大的缺点当属信号问题,也就是有些消费者想问的“白带”为什么不能取消。笔者在这里简单描述一下,因为金属的良导体特性在很大程度上是影响手机天线性能,所以只能采取非导体介质对金属进行隔断,从而让信号良好通过,这样才能保证上网、通话的正常使用,现在手机厂商也在隐藏“白带”方面上下很大的功夫,如上移、下移、凹槽等处理,效果并不是特别理想。
在了解金属机身的优缺点之后,我们来聊聊金属机身的工艺流程:

魅族MX5从右向左经12道工序获得成品
1、铝挤、DDG、粗铣内腔
首先需要对铝材料进行切割和挤压形成铝板(致密和坚硬),原始的铝材硬度和强度都不够,手机机身采用的一般都是铝合金,根据不同配方,材质也有着不同的特性,比如iPhone 6使用的6000系铝合金材质强度不够,出现大量弯曲的情况。

铝挤后、DDG后、粗铣内腔后
接着将铝合金板铣成手机机身需要的尺寸,方便CNC精密加工,接着是粗铣内腔,将内腔以及夹具定位的柱加工好,起到精密加工的固定作用。
2、铣天线槽、T处理、纳米注塑



铣天线槽后、T处理后、纳米注塑后
金属机身最大的缺点就是信号问题,所以必须先把金属机身进行开槽,让信号可以出入的途径。接着是对天线槽机型T处理,将金属机身至于特殊的T液的化学药剂中,从而是铝合金表面形成纳米级的空洞,方便纳米注塑,接着就是实现纳米注塑,在高温高压下,将特殊的塑料材质挤压到经过T处理的凹槽内。(有些手机机身注塑是后面环节加入)
3、精铣弧面、精铣侧边


精铣弧面后、精铣侧边后
纳米注塑结束后,就需要对金属材质表面进行加工,也就是手机机身的3D塑型,这个流程过后,手机机身的基本形状也就加工出来了。
4、抛光、喷砂


抛光后、喷砂后
使用顶级高速精密CNC机床,会使金属机身达到A1~A2级别的光洁度,这还远远不够,需要通过抛光工艺,将机身加工至A0级光洁度,这一步过后就可以达到镜面的效果。接着将金属表面处理成磨砂的效果,喷砂处理是为了获得膜光装饰或细微反射面的表面,以符合光泽柔和等特殊设计需要。
5、一次阳极、高光处理(钻石切割)、精铣内腔
为了金属机身不被汗液等外界因素,提高其稳定性,必须为其进行阳极处理,与此同时,这也是为手机机身上色的过程,铝的阳极处理是金属表面借由电流作用而形成的一层氧化物膜,颜色丰富、色泽优美、电绝缘性好并且坚硬耐磨,抗腐蚀性极高。

一次阳极后、高光处理(钻石切割)后、精铣内腔后

对机身进行开孔

高光处理过程(钻石钻头)
一级阳极过后,需要给音量键、扬声器等等部分开孔,开孔后使用最高级别的超高速CNC机床对边角进行切削,也就是我们所听到的高光处理,高光加工的零件由于光泽度高,配以粗细刀纹,利用折光原理,可以大大增强装饰效果。高光处理过后,需要把内部用于固定夹具的定位柱预料进行去掉,这就是精铣内腔。
6、二次阳极、铣导电位


二次阳极后、铣导电位后
接着对金属机身的外部进行第二次阳极氧化,使外壳表面形成致密、坚硬的氧化膜,保证机身的耐磨性和耐污渍。经过阳极氧化的铝合金外壳导电性会变差,所以需要把局部阳极氧化膜去掉,露出金属已获得良好的接地效果,需要再一次铣导电位的CNC处理。
7、热熔螺母

热熔螺母后机身成型
到这里加工基本上就完成了,最后,利用机械手将装配螺母想入到注塑的塑料中,用于固定主板或其他元器件。
一坨铝疙瘩经过上面这些流程,最终变成了精美的手机外壳,以上手机全金属外壳加工流程仅供大家了解加工工艺,当然有些外壳可能在加工工艺的先后顺序会有所不同。
一堆铝板变成

一堆手机壳成品
写在最后
看到这里,其实大家会觉得CNC并没有那么神秘,事实确实如此,CNC就是数控机床的缩写:Computer numerical control machine tools,简单点就是电脑数字化控制的机床。如果说有区别,那只能是加工精密度的区别,针对手机金属外壳而言,加工精密度并不高;要知道精密仪器加工精密度是以千分之微米计算,手机金属外壳的加工与其相比要粗略的多。总而言之,手机金属外壳的加工并不神秘,你觉得呢?

