- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
高性能大功率变频器在热轧领域的应用
录入:edatop.com 点击:
如今全球能源紧缺,如何保护资源和减少能源消耗成为科研和工业界的当务之急,尤其
是耗能大户冶金钢铁、石油化工、传统制造等领域。因此,对工业电机、风机、泵、压缩机等负载使用变频器改造成为了一种行之有效的节能方式。本文主要介绍高性能大功率变频器在热轧领域的应用,并提出几点思考。
研究对象工艺说明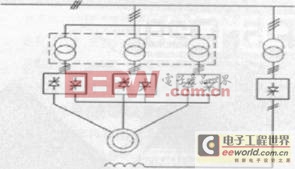
图1交交变频调速驱动交流同步电动机单线图
(1)热轧领域:本文主要是介绍黑色冶金行业(钢铁行业)热轧带钢领域,包括常规热连轧、短流程CSP、炉卷轧机、中厚板轧机等使用的高性能大容量变频装置。但是由于常规带钢热连轧技术和产品要求最严格,因此本文重点阐述带钢产品宽度在1000mm及以上,厚度在1.2mm—21mm的热连轧生产线。
(2)主机:在带钢热连轧生产线中,一般其粗轧机和精轧机(连轧机)定义为主轧机(或主机),其对应的变频调速装置称为主传动装置。
(3)大容量:指电机的额定功率在2500kW以上,或变频装置的额定容量在6MVA以上(无统一说法)。
(4)高性能:一般上述设备因其容量大且是产品生产(含产量和质量)的核心装备,其装置控制性能要求非常高;响应速度快;静态速度控制精度高(小于万分之一);电机输出转矩脉动小;动态速降小(小于0.3%S);装置效率高(大于97%)。
电机:一般而言,现在的主机用的电机均采用交流同步电动机,电机容量如下:粗轧机电机额定功率:2500kW—9000kW, 精轧机电机额定功率:6000kW—11000kW:
装置:2008年以后,几家大容量高性能的变频调速装置制造商一般采用交直交电压型变频装置,其装置的额定输出容量根据电机额定功率以及过载倍数的不同而不同,但是装置基本上分档制成标准的主回路组件,其对应的额定大容量有4种:6MVA、8MVA、10MVA、12MVA。
据不完全统计,中国从1957年引进前苏联的鞍钢2800/1700mm板带连轧机到今天准备筹建的宝钢湛江工程,其引进和自主设计的宽薄热连轧机(宽度大于1000mm)不少于60条生产线,其中宝钢8条(2050、1 580、1 780(上)、1 422、1 880、1 780(梅));鞍钢4条
(2800/1700、1 780、21 50、1 700(鞍凌));武钢3条(不含柳钢等,1700、2250、1580)
全国仅带钢宽度在2000mm热连轧机生产线就有1 0条:宝钢2050,武钢、太钢、马钢、邯钢、涟钢的2250,以及本钢的2300,首钢21 60,日钢和鞍钢的2150等。此外还有CSP、中厚板轧机等各类热轧生产线。
装置技术与产品发展历程
我们主要从电机、功率器件、变频方式、控制技术等方面来了解这些装置的技术与发展历程。
电机:已经从直流电机发展到同步电动机;
功率器件:已经从可控硅发展到门控晶闸管( GTO),再发展到IGCT( H-IGBT)和IEGT;
变频方式:已经从交交变频发展到如今的交直交电压型变频;
控制技术:从矢量控制发展到直接转矩控制。
目前正在使用的主传动变频装置的代表产品与制造商:
(1) 交交变频的应用配置(宝钢分公司)(1 6套)(元器件均为SCR)(交交变频调速驱动交流同步电动机单线图见图1);
(2) 交直交三电平PWM变频的应用配置(宝钢分公司)(46套)。
3.典型产品/技术介绍
现以宝钢1 880热轧和日本TMEIC产品TM-70为例作介绍。
主电机有粗轧机R1上下辊、R2上下辊(同步电机)、精轧机Fl-F7(同步电机)、飞剪CS(异步机),板坯大侧压装置SP(异步机)共1 1台。
电机额定功率具体如下:
R1:2500kW×2;
R2:9000kW×20
F1 - F5:10000kW×5;
F6 - F7: 9000kW×20
SP:3300kW×1;
CS:2500kW×1。
上述主传动装置均采用日本TMEIC的TM-70的8MVA的驱动装置,其整流器和逆变器都是用IEGT作为其功率元件的交直交电压型3电平PWM全数字矢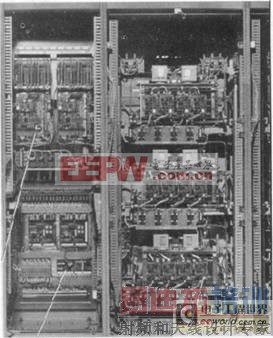
图2 IEGT变频器机柜
量控制传动系统。这种控制方式真正实现了正弦波输出,减少了高次谐波和力矩纹波,不需要采用SVG滤波装置;同时高电压输出减少了电缆和导线的成本。
R2上下辊和精轧机F1-F7由于其电机额定容量在9000kW到10000kW之间,故一套装置不够用,必须同时使用两套IEGT装置,容量在8MVA的TM-70装置才行。
而R1上下辊、GS、SSP由于其电机容量在2500kW到3300kW之间,故只需要一套IEGT装置,容量在8MVA的TM-70装置即可。
IGCT、IEGT变频器(实物图见图2、3)规格对照表见表1。
如今,IEGT三电平整流器逆变器应用更广泛,其主要性能为:
高效率:大于98.5%;
高可靠性:因为不使用电解电容器,所以不易出故障;
容易维护:拆卸容易,无需专业工具就能快速拆卸

图3单组变频器
功率IEGT Stack;
对电网影响小。
4.几点思考
4.1双系统并联驱动
冶金行业(特别是宽带钢的热连轧生产线轧)在高速轧制高强度薄带钢时,需要电机额定功率在
10000kW以上,对于特大牵引交通负载,其驱动电机将会更大。在现有的大容量功率器件下,一个功率回路( bank)无法满足上述负载的需要。因此存在两个并联甚至三个或四个回路并联情况。如何解决这一问题,有两种典型方法:多绕组电机法和驱动回路并联法。
采用多绕组电机法以日本东芝三菱公司TM-70为典型,采用驱动回路并联法以日本原三菱电机产品MELVEC-3000系列及东芝4并系统最为典型。表1IGCT、IEGT变频器规格对照表
4.2同步电机励磁系统
日本三菱电机的MELVEC3000系统和德国西门子SM-150、日本TMEIC的TM-70产品在给同步电机供电时,其同步机励磁驱动装置一般都采用可控硅全波整流。
这几家采用的励磁主回路拓扑结构差不多,但为防止励磁回路能量释放引起的过电压,各方设计的过电压保护回路差别较大。
日本TMEIC公司的TM-70设计配套的励磁保护过电压回路非常复杂,因其硬件设计欠周到和其控制PLC软件编程错误,导致多次烧坏二极管和电阻。而日本三菱电机设计的非常简单且使用实效性好,系统运行近16年,从未出现过故障。
4.3轧机机电共振控制功能
由于轧机的速度不是很高( 20rpm—6580rpm),因此其对应的变频装置控制频率也不会太高。根据N=60×f/P,考虑电机制作难易程度以及电机的工作效率、成本,其电机极对数在4—8之间。故控制速度的逆变器输出频率在2.6—44Hz之间。由于机械自身固有频率也比较低,当轧制高强钢时,系统通过轧制的板坯让系统产生共振,轻者引起系统跳电,无法轧钢,重者会损坏设备。宝钢1 880热轧的粗轧机R1就是典型的例子。尽管TM - 70具有抑制系统扭振功能SFC.但是由于多方面原因,即使通过日方专家多次调试和系统优化,并使用了SFC功能,其效果还是不
能满足现场实际的需要。容易出现共振的轧机有:R1轧机、F3和F4轧机。
4.4其他
采用何种高性能大功率变频器还要考虑采购成本、配件成本、维护维修成本,在技术方面要考量功率器件和装置制造技术、装配技术、调试技术、维修技术等综合因素。
射频工程师养成培训教程套装,助您快速成为一名优秀射频工程师...
天线设计工程师培训课程套装,资深专家授课,让天线设计不再难...
上一篇:费思可编程直流电子负载的测试方法
下一篇:UPS电源的十大优化技巧
射频和天线工程师培训课程详情>>
